


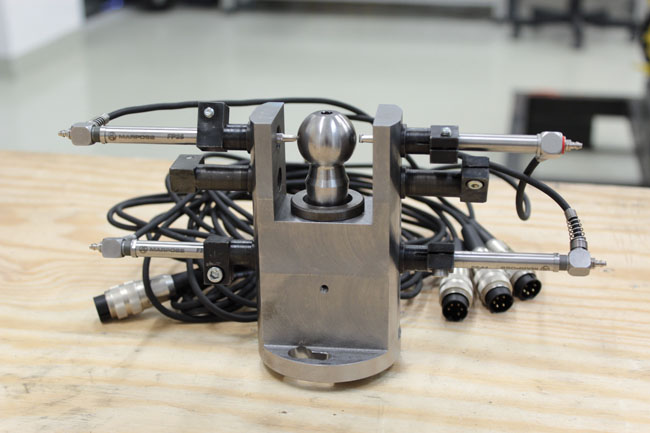



Obr. Detail na meraciu vidlicu s vloženým guľovým čapom
Pre prevádzku v Leviciach so zameraním na výrobu guľových kĺbov a stabilizátorov oddelenie robotiky a priemyselnej automatizácie Klimasoftu vyvinulo a skonštruovala špecializované meracie stanice na kontrolu rozmerov guľových čapov, ktoré sú jedným z komponentov celého kĺbu. Na jednu z takýchto staníc tesne pred odovzdaním zákazníkovi sme sa boli pozrieť do priestorov piešťanskej firmy.
Požiadavka na skonštruovanie prvých dvoch meracích staníc prišla do Klimasoftu v júni minulého roka. Už za štyri mesiace putovali hotové zariadenia do Levíc. ZF spokojný s výsledkom si hneď objednal ďalšie tri zariadenia, ktoré k nemu dorazili v tomto období.
Výrobná linka v Leviciach má v sortimente okolo sto rôznych typov čapov a denne produkuje 1500 až 1900 kusov. Tieto prvky sú dôležitou súčasťou ovládania natáčania kolies automobilu. Každý jeden vyrobený kus musí spĺňať stanovené rozmerové tolerancie. Z dôvodu pomerne vysokej dennej produkcie by bola manuálna kontrola parametrov obsluhou linky namáhavá, únavná, náchylná na chyby a pre presnosť, rentabilitu a efektivitu výroby prakticky nepoužiteľná. Na scénu tu preto nastupuje stanica merania rozmerov, ktorá je integrálnou súčasťou celej výrobnej linky.
Meracia stanica
Meracia stanica sa väčšinou zvykne nasadzovať na výrobnej linke ako následné zariadenie za CNC sústruhom. CNC sústruh po obrobení premiestňuje guľový čap na podávač meracej stanice. Čapy sa na podávači zhromažďujú, kde ich následne oddeľuje pneumatický separátor. Optické senzory (Sick) poskytujú informáciu o ich prítomnosti, vďaka čomu sa vie presný počet kusov nachádzajúcich sa na vstupnom podávači. Čapy postupne prepadávajú do spodných čeľustí, ktoré ich vyťahujú von. Tu je osadený senzor signalizujúci, či čap do čeľustí aj skutočne dorazil. Vzápätí sa súčiastka uchopí vrchným chápadlom s dvojosím manipulátorom (s osami y, z) a vkladá sa do meracej vidlice. Pre každý typ čapu je na mieru vytvorená osobitná meracia vidlica, ktorá v závislosti od typu kontroluje sondami od dvoch do štyroch rôznych rozmerových parametrov. Namerané dáta vyhodnocuje špeciálna meracia jednotka Arndt&Voss, ktorá umožňuje merať s presnosťou na jednotky mikrometrov.
Meracie sondy pochádzajú od firmy Marposs, čo je svetový uznávaný špecialista na precízne a veľmi presné kontaktné meranie rozmerov väčšinou prostredníctvom LVDT transformátorov a diferenciálnej metódy. Po premeraní istého počtu čapov sa vykonáva kalibrácia meracej vidlice. Zaužívané číslo na výrobnej linke je 600, to si však obsluha môže ľubovoľne nastaviť.
V prípade, že čap vyhovuje rozmerovým toleranciám, pokračuje na linke k ďalším operáciám (kontrola trhlín, valcovanie, rezanie závitov, paletizácia a pod.). Čapy vylúčené z ďalšieho spracovania (nevyhovujúce rozmery, špona zo sústruhu omotaná okolo čapu a pod.), prepadávajú z meracej stanice do špeciálnej na to určenej debničky. Meracia stanica počíta množstvo prepadnutých kusov a naplnenie debničky signalizuje obsluhe. Pracovný takt meracej stanice je typicky 7 sekúnd a sústruhu 13 sekúnd. Meranie čapov sa tak vykonáva kontinuálne s dostatočnou časovou rezervou.
Bohatá pneumatická výbava
Množstvo prvkov (väčšinou pneumatických) na meracej stanici dodal známy svetový výrobca Festo. Srdcom manipulácie je portál pracujúci v y-ovej a z-ovej súradnici s rozjazdmi 1200 a 600 mm. Portál je osadený na tyčiach a o jeho pohon sa stará lineárny aktuátor (v z-ovej osi), pričom pohyb v y-ovej osi je realizovaný pomocou ozubeného remeňa. Riadenie polohy majú na starosti servozosilovače. Z pneumatických komponentov si na meracej stanici našli miesto separátory umožňujúce oddeľovanie a posúvanie jednotlivých kusov čapov, kompletný ventilový ostrov otvárajúci všetky pneumatické prvky, či pohon spodného lineárneho pojazdu s upevneným chápadlom na vytiahnutie čapu z prepadového na odberné miesto. Pneumatika je použitá aj na osadení chápadla, ktoré uchopuje čap za vrchnú guľu a buď ho vkladá do meracej vidlice alebo vyraďuje von zo stanice (podľa želania zákazníka). Použité sú regulátory (vrátane podružného regulátora pre meracie sondy s nízkym tlakom okolo 0,2 atmosféry) a tiež jednotky na úpravu vzduchu.
Chápadlá, pneumatické pohony a piesty sú vybavené dvoma senzormi na snímanie krajných polôh. Vzhľadom na to, že je potrebné nastavovať rýchlosti otvárania a zatvárania, inštalované sú škrtiace elementy na reguláciu prietoku vzduchu.
Monitorovanie pohybu čapu na meracej stanici
Trasa pohybu čapu je monitorovaná na všetkých kľúčových miestach optickými senzormi a tiež signálmi o polohe každého pneumatického prvku. Prípadné spriečenie resp. zaklinenie čapu pri jeho putovaní po stanici sa vďaka tomu rýchlo zistí a o chybovom stave je obsluha upovedomená majákom a hlásením na obslužnom displeji.
Komunikácia stanica – sústruh
Komunikácia medzi meracou stanicou a sústruhom sa využíva najmä v prípade výskytu nejakého problému. Slúži predovšetkým na signalizáciu sústruhu o pribrzdení činnosti meracej stanice, na základe čoho sústruh zastaví prísun čapov na vstupný podávač stanice. So sústruhom komunikuje aj vyhodnocovacia jednotka stanice, ktorá na základe nameraných parametrov vie vyhodnotiť, kedy dochádza k opotrebovaniu opracovávacieho plátku sústruhu. V počiatočných fázach opotrebovania nie je ešte nutné plátok vymieňať, ale stačí priblížiť jeho špičku bližšie k opracovávanému čapu resp. realizovať ďalšie prestavenia sústruhu. Signál na korekciu polohy špičky posiela sústruhu spomínaná vyhodnocovacia jednotka.
Flexibilita stanice
Široká variabilita typov čapov si vyžaduje vysokú flexibilitu meracej stanice. Všetky zásadné prvky a časti sú preto prestaviteľné prípadne vymeniteľné v krátkom čase. Na konkrétnu veľkosť gule čapu sa manuálne nastavuje typ a šírka čeľustí (dva typy čeľustí pokrývajú celý výrobný sortiment čapov), rozchod vodiacich líšt vstupného a ďalších podávačov, výška portálu na prenášanie čapu a osadzuje sa konkrétna meracia vidlica vhodná pre aktuálne obrábaný čap na linke. Tieto nastavenia sa ukladajú do programu, pričom každý typ čapu má určený svoj vlastný program. Potrebné je tiež nastavenie príslušného meracieho programu v meracej jednotke pre daný typ čapu, ktorý posudzuje, či sa parametre súčiastky nachádzajú v stanovených toleranciách.
Riadenie meracej stanice
Riadenie meracej stanice je kompletne postavené na technológii firmy Siemens. Hlavným riadiacim systémom je PLC Simatic S7-314C-2 PN/DP so vstupno/výstupnými kartami. Svoje miesto si našiel aj modul Profinet, keďže po zbernici komunikujú servozosilovače, ovládací displej a obslužný panel. Meracia stanica je plne autonómne automatické zariadenie. Úlohou obsluhy je len prvotné nastavenie a spustenie stanice. Pokiaľ sa nevyskytne nejaký problém (napr. vzpriečený čap na vodiacich lištách), tak obsluha do chodu zariadenia nemusí vôbec zasahovať.
Za poskytnuté informácie ďakujeme Ing. Jurajovi Kostrošovi, špecialistovi na robotiku, mechatroniku a PLC riadenie v spoločnosti Klimasoft.

