

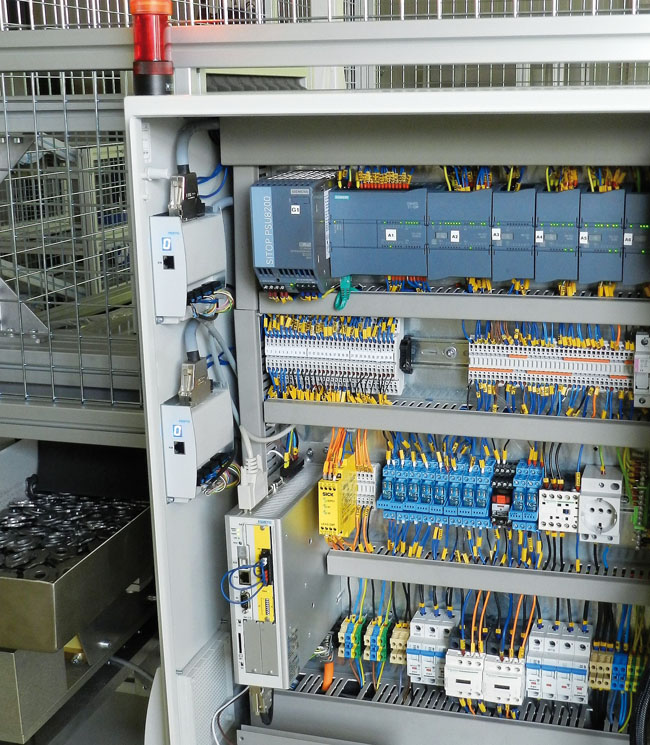
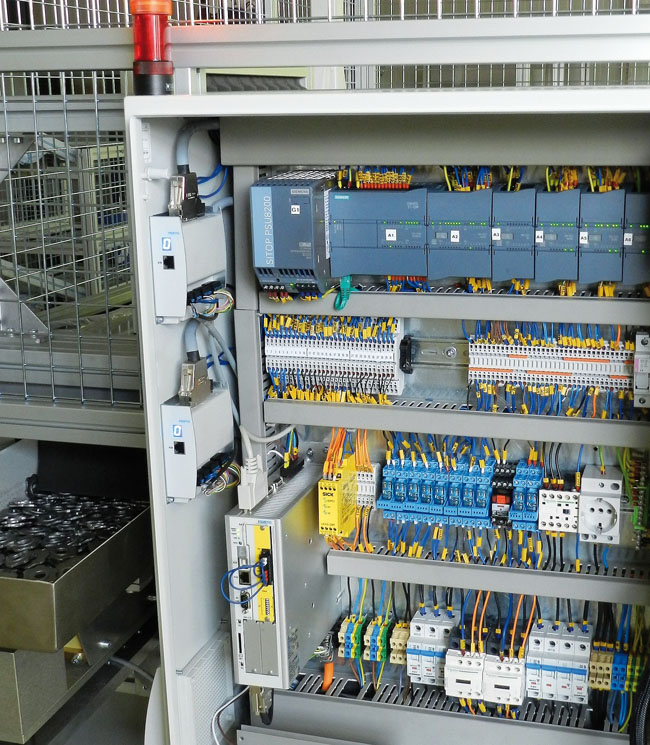

Obr. Pohľad do riadiaceho rozvádzača s riadiacim systémom Siemens Simatic 1200 a frekvenčnými meničmi CMMo od spoločnosti FESTO
Poskytli komplexné riešenie úlohy
Celé riešenie je vyvinuté pre potreby spoločnosti Boge Elastmetall Slovakia, a. s. Ide o pracovisko na zakladanie kovových polotovarov – záliskov do formy vstrekolisu, kde sa obstreknú plastom a následne polotovar prechádza na pogumovanie (vulkanizáciu), ktorá však už nie je súčasťou nami navštíveného technologického pracoviska. Zálisky majú plochý tvar, pričom každá ich strana je iná. Na zálisku sa nachádza aretačný otvor, ktorý určuje presnú orientáciu do formy umiestnenej vo vstrekolise. „Kľúčové rozhodnutie, prečo sme túto zákazku získali, bolo, že ako jedni z mála sme boli schopní poskytnúť komplexné riešenie tejto úlohy – automatické polohovanie záliskov, ich separáciu a orientovanie do požadovanej polohy tak, aby boli so stopercentnou úspešnosťou správne vložené do formy vstrekolisu a mohli byť obstreknuté plastom,“ vysvetľuje dôvody získania tejto zaujímavej zákazky Bc. Peter Oravec, technický riaditeľ MAPRO Group.
Riešenie postavené na spoľahlivých pohonoch
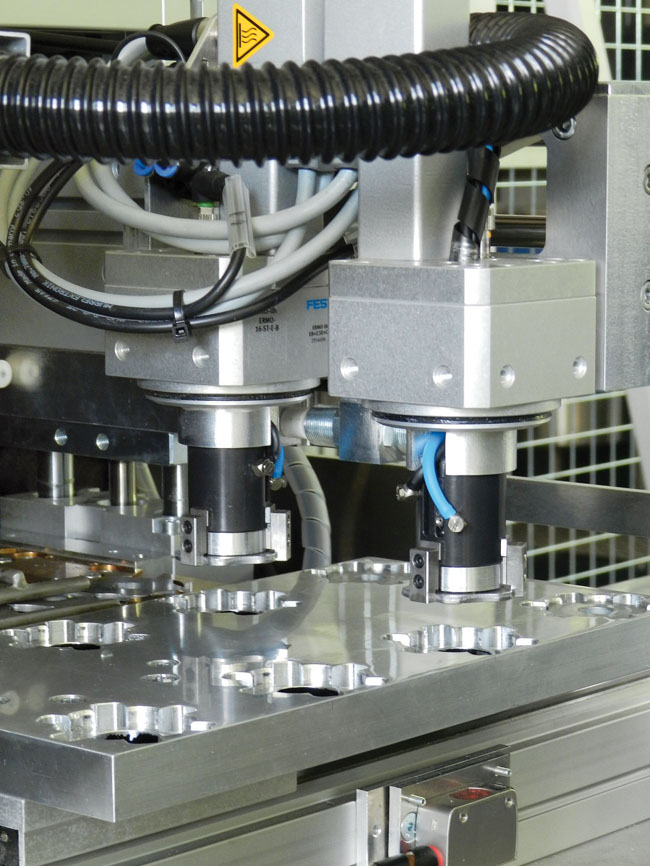
Pracovisko sa skladá zo vstupnej časti, kde malý vibračný dopravník prináša zálisky do ďalšieho vibračného podávača. Ten v duálnych dráhach zorientuje zálisky do presne definovanej polohy. Presun z miesta odoberania záliskov z vibračného podávača nad matricu (zásobník záliskov) zabezpečuje pneumatická vodiaca jednotka DFM-32-200. Na orientáciu (natočenie) záliskov do správnej polohy sa používajú dva kompaktné otočné moduly ERMO-16, ktorých otáčky riadi frekvenčný menič CMMO. Natočenie zálisku kontroluje optický snímač. Zálisok je do matrice uložený až vedy, keď zo snímača príde do riadiaceho PLC Simatic 1200 signál o správnej polohe zálisku vzhľadom na matricu.
Komunikácia meniča s PLC prebieha cez digitálne V/V. Na zdvih vo zvislom smere slúži pneumatická vodiaca jednotka DFM-32-20, na ktorej sú namontované už spomínané otočné moduly ERMO-16. Polohovanie matrice, do ktorej sa dávkujú jednotlivé zálisky, zabezpečuje v pozdĺžnom smere lineárna os EGC-80-800 (zdvih 800 mm) s ozubeným remeňom a namontovaným lineárnym vedením. Os je poháňaná servomotorom EMMS-AS-70, pričom krútiaci moment z motora na hriadeľ osi je prenášaný cez prevodovku EMGA-60 s prevodovým pomerom 3 : 1. Zostavu osi a motora ovláda frekvenčný menič CMMP-AS opäť cez digitálne V/V. Pneumatické komponenty celej zostavy sú ovládané z ventilového terminálu VTUG-10 s viacpólovým káblom (digitálne V/V). Pneumatické komponenty, elektrické pohony a frekvenčné meniče dodala pre toto pracovisko spoločnosť Festo, spol. s r. o.
Riadiaci systém Simatic 1200 od spoločnosti Siemens riadi jednak frekvenciu vibrovania kruhového podávača na vstupe pracoviska, a to podľa veľkosti jeho naplnenia záliskami, jednak pohyb lineárnej osi. PLC Simatic 1200 zároveň komunikuje s riadiacim systémom Sigmatek robotického manipulátora cez štyri digitálne vstupy a štyri digitálne výstupy. Komunikáciu medzi riadiacim systémom Sigmatek a vstrekolisom zabezpečuje rozhranie EUROMAP 67.
Robotický manipulátor, ktorý sa pohybuje medzi triediacou stanicou výliskov a vstrekolisom, si pred uchopením všetkých ôsmich záliskov optickými senzormi skontroluje prítomnosť záliskov v matrici aj ich správne orientovanie. Následne ich odoberie z matrice a založí do formy vo vstrekolise. Po nástreku plastu vyberie manipulátor polotovary z formy a postupne s nimi prechádza cez kontrolné stanice: na jednej sa kontroluje, či nedošlo k zástreku alebo prestreku výlisku plastom, druhá stanica slúži na kontrolu kvality náhodne vybraných polotovarov. Manipulátor všetky dobré kusy poukladá na dopravníkový pás alebo priamo do prepraviek, do ktorých sa paletizuje presný počet kusov.
Šesť rokov bez vážnejšej poruchy
V rámci výberu komponentov potrebných na zostavenie technologického pracoviska na triedenie, natáčanie, ukladanie a posuv záliskov do polohy, kde ich preberá robotický manipulátor a zakladá do formy umiestnenej vo vstrekolise, sa zvažovalo niekoľko rôznych výrobcov elektrických pohonov. „So spoločnosťou Festo sme začali prvýkrát spolupracovať pri projekte s interným názvom PL7 pre firmu Boge Elastmetall Slovakia, a. s. Išlo o automatické orientovanie tyčiek stabilizátora pre automobil BMW radu 7 zo zásobníka, kamerovú kontrolu kvality, založenie a súčasné preloženie vo forme, odber z formy a následné paletizovanie do vopred určeného tvaru.
Vzhľadom na to, že spoločnosť Festo sme vnímali ako odborníka na pneumatické systémy a komponenty, o elektrických pohonoch z ich produkcie sme mali na začiatku mierne predsudky,“ vysvetľuje P. Oravec. Avšak po šiestich rokoch činnosti pracoviska, kde boli nasadené elektrické osi a pohony Festo, nedošlo ani k jednej vážnejšej poruche týchto systémov. „Boli sme milo prekvapení. A to bol dôvod, ktorý nás presvedčil o tom, že aj v ďalších projektoch môžeme smelo počítať s týmito systémami.“ Podpora z hľadiska uvádzania do prevádzky aj dodávky náhradných dielov sa zo strany spoločnosti Festo takisto riešili veľmi flexibilne a v krátkych časových intervaloch.
Projekty pre náročných zákazníkov
Spoločnosť MAPRO Slovakia, s.r.o. nasadila elektrické a pneumatické systémy spoločnosti Festo aj v ďalších projektoch pre náročných zahraničných zákazníkov. Pre nemeckú spoločnosť FTE išlo o automatizáciu s dvomi šesťosovými robotmi – zakladanie magnetov a kovových predliskov do formy, odber z formy, uloženie do chladiacej stanice, testovanie dielov, založenie do blistrov a následne stohovanie na dopravník. Predmetom dodávky pre spoločnosť Continental v Číne bolo veľké automatizačné pracovisko so šiestimi šesťosovými robotmi, zakladaním pinov, s testovaním presnosti výlisku, vážením, laserovým popisovaním a paletizovaním do blistrov. Za zmienku stojí aj projekt niekoľkých kamerových kontrolných staníc, zakladanie záliskov a laserové popisovanie pre spoločnosť Hella v Českej republike.
„Prednosťou našej spoločnosti je dodávka nielen samotného vstrekovacieho lisu, ale i kompletnej automatizácie pracoviska na kľúč. Na všetko sa vzťahuje kompletná servisná podpora v plnom rozsahu priamo od našej spoločnosti. To zohráva u zákazníkov veľkú úlohu pri výbere dodávateľa. Disponujeme tímom 13 konštruktérov a siedmich programátorov PLC a robotov. V portfóliu máme šesť riadiacich systémov, okrem iných Siemens, Mitsubishi a Beckhoff. To nám zaručuje široký rozsah možností automatizácie, kde sme schopní využiť schopnosti našich konštruktérov a programátorov. Portfólio pôsobnosti sa okrem plastikárskej oblasti rozrastá i do strojárenskej výroby, kde vidíme veľký potenciál,“ dodáva na záver našej návštevy P. Oravec.
Ďakujeme spoločnosti MAPRO Slovakia, s r. o., za možnosť realizácie reportáže a Ing. Tomášovi Rapkovi zo spoločnosti Festo, spol. s r. o., za poskytnuté doplňujúce technické informácie.

