



Úspešné pôsobenie Matador Machinery Púchov na čínskom trhu v predchádzajúcom období a jeho následný zánik využila čínska spoločnosť MESNAC na založenie výskumno-výrobnej pobočky, ktorá do svojich riešení zapracúva tie najnovšie a najprogresívnejšie technológie. „Čínsky trh dnes nekupuje hocičo, ale len to najkvalitnejšie. To platí aj pre oblasť komponentov automatizácie a riadenia, ktoré sú súčasťou našich konfekčných liniek,“ uviedol K. Vanko. Na výrobe liniek, ktoré pochádzajú z vývojárskych dielní M.E.R.T.C., sa podieľajú viacerí slovenskí subdodávatelia, pričom finálna montáž sa realizuje priamo v dubnickom sídle spoločnosti. „Našimi aktivitami sa snažíme dať prácu aj okolitým podnikateľom od Trenčína až po Žilinu,“ dodáva K. Vanko.
Okrem toho spoločnosť zabezpečuje pre svojich zákazníkov aj servis a dodávky náhradných dielov. Vzhľadom na krátku históriu firmy sú prvé prototypy konfekčných liniek v testovacej prevádzke u čínskych odberateľov, pričom v nasledujúcich mesiacoch sa budú linky ponúkať ďalším odberateľom. Pracovníci vývoja mali už koncom roku 2011 ukončený druhý typ konfekčnej linky s dvojstupňovou technológiou, pričom v tomto roku pribudne k tomu tretí, najnovší model konfekčnej linky pre nákladné plášte. Cieľom do budúcnosti je ponúkať celý rozsah konfekčných liniek určených na výrobu pneumatík pre osobné aj nákladné automobily. Konfekčná linka je srdcom každej výroby autoplášťov.
Tu sa skladajú všetky polotovary do surového plášťa, ktorý sa v poslednej fáze zvulkanizuje v lisoch a vzniká finálny produkt. Okrem samotných chemických charakteristík je celková kvalita pneumatiky, predovšetkým jej uniformita, výrazne ovplyvňovaná práve procesmi prebiehajúcimi na konfekčných linkách. Preto si výrobcovia pneumatík dávajú záležať na tom, aby boli konfekčné linky mimoriadne presné a technologicky spoľahlivé. Konfekčné linky dodávané spoločnosťou M.E.R.T.C. sú určené na výrobu radiálnych pneumatík pre osobné autá v rozmeroch od 13 do 24“ a na výrobu tzv. all-steel plášťov pre nákladné vozidlá v rozmeroch 17,5 až 24,5”.
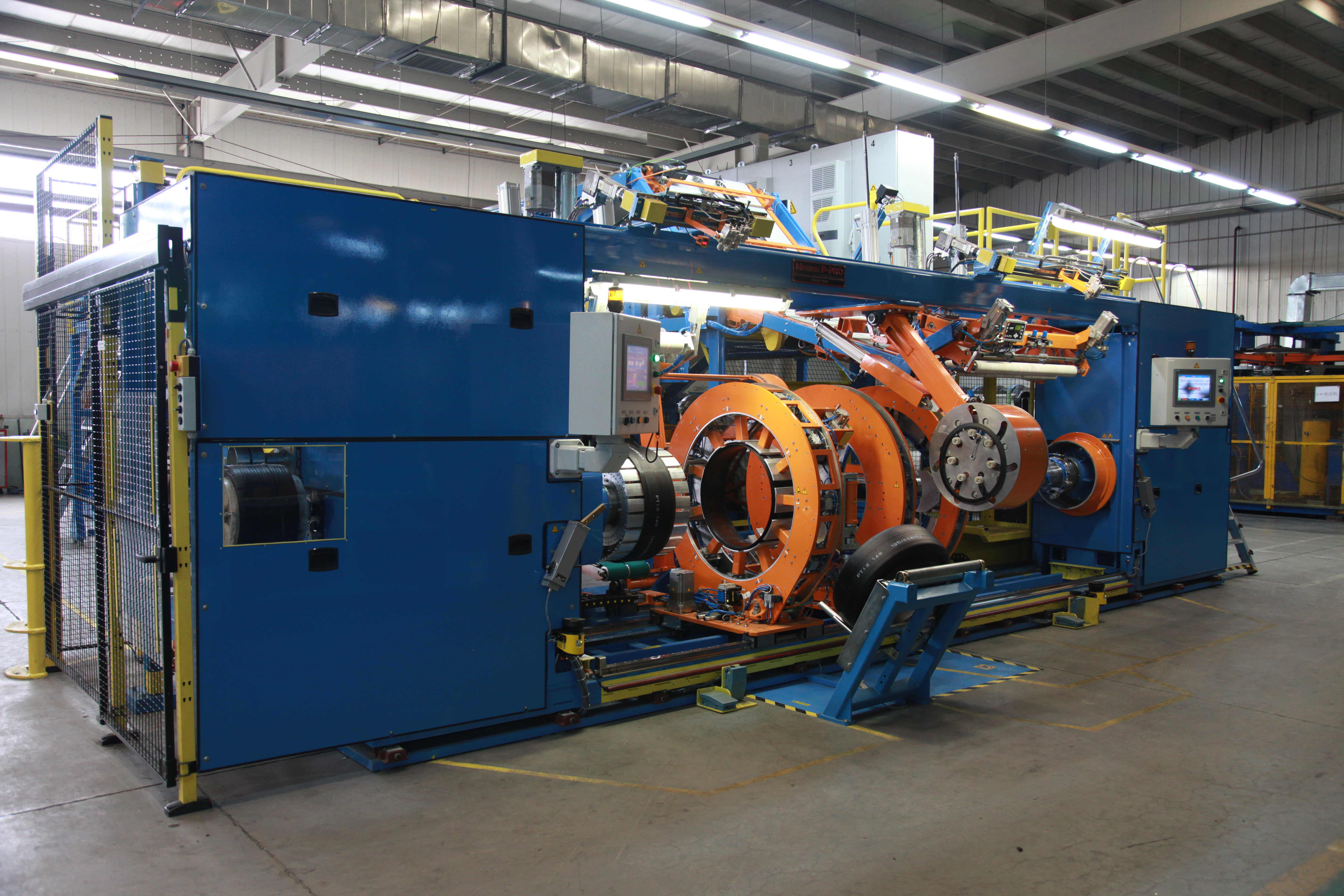
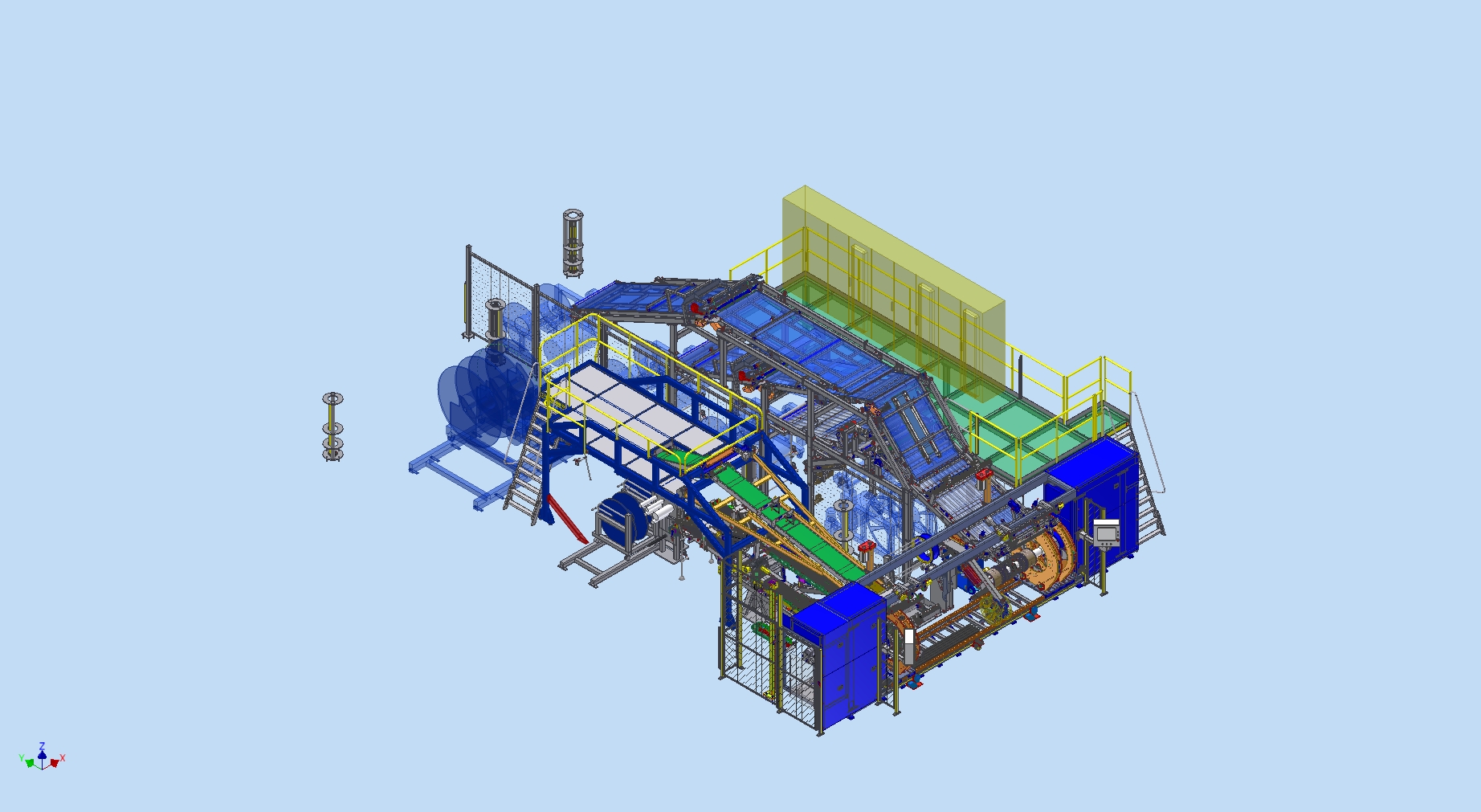
P-PRO – jednostupňová konfekčná linka na výrobu osobných a ľahkých nákladných autoplášťov
Ide o prvú jednostupňovú konfekčnú linku z dielne M.E.R.T.C., ktorá pozostáva z dvoch základných častí – zo zásobníkov materiálov pre nárazníkovú a kostrovú časť autoplášťa a z vlastného konfekčného stroja. Požiadavkami pri vývoji linky boli vzhľadom na stále rastúce požiadavky uniformity vyrábaných autoplášťov prísna synchronizácia pohonov, presnosť polohovania a v neposlednom rade bezpečnosť spĺňajúca požiadavky podľa novozavedenej EN ISO 13949. P-PRO je v podstate plnoautomatická linka, kde operátor počas celého výrobného cyklu zasahuje len jedenkrát. Navyše je táto konfekčná linka mimoriadne prispôsobiteľná.
„Takmer všetko, čo výrobca pri výrobe autoplášťov požaduje z hľadiska rozmerov a technologického postupu, dokáže naša linka zabezpečiť. Zjednodušene povedané, náš zákazník, teda výrobca autoplášťov, si do riadiaceho systému stroja nahrá všetky receptúry pre výrobu jednotlivých typov autoplášťov a pri zmene určitej vlastnosti autoplášťa si len zvolí príslušnú receptúru a zariadenie sa automaticky podľa nej prestaví. Ak treba zmeniť napr. veľkosť navíjacieho bubna, tak sa, samozrejme, vymení príslušná mechanická časť,“ vysvetľuje K. Vanko. Výroba jedného, tzv. zeleného (surového) autoplášťa na konfekčnej linke P-PRO trvá v závislosti od jeho rozmeru približne 48 sekúnd.
Vstupná časť konfekčného stroja – zásobníky konfekčných materiálov
Dopravníky určené na dopravu a meranie polotovarov kostrovej časti autoplášťa prechádzajú ponad niekoľko odvíjacích staníc, z ktorých sa polotovar navinutý v cievkach odvíja cez tzv. slučku. Odvíjanie materiálov z cievok zabezpečujú asynchrónne motory s výkonom 1,15 kW, ktoré sú riadené pohonmi SINAMICS od spoločnosti Siemens. Prítomnosť polotovaru v slučke sledujú príslušné snímače a v prípade, že je slučka prázdna, polotovar sa automaticky doplní. Polohovanie materiálu na dopravníkovom páse je zabezpečené pomocou servomotorov.
Polohovací systém (dva moduly CU-320 a jeden modul SIMOTION-D445) komunikuje prostredníctvom zbernice safety PROFIBUS a PROFINET s nadradeným PLC (SIMATIC S7-300 osadeným procesorom CPU 317F). Systém servopohonov v spolupráci s referenčnými snímačmi zabezpečí presné nameranie požadovanej dĺžky polotovaru a ten je následne odrezaný vhodným rezacím zariadením. Každý typ meraného a následne rezaného materiálu má svoje špecifiká, preto sú použité rôzne typy rezacích nožov, ako vyhrievané hákové, kotúčové alebo špeciálne ultrazvukové.
V závislosti od typu rezaného polotovaru sa dynamicky mení aj rýchlosť rezacieho noža, čo zabezpečujú kompaktné servopohony Siemens typu SIMODRIVE POSMO-A s napájaním 48 V DC a výkonom 300 W. Sú zložené z motora, prevodovky a zabudovaného servomeniča. Počas nameriavania kontroluje správnu pozíciu, resp. parametre, spracúvaného materiálu CCD kamerový systém, resp. špeciálne senzory. Po nameraní a odrezaní je dĺžka polotovaru opäť preverená systémom meracích snímačov a následne je prepravený popod ďalší kontrolný CCD kamerový systém. Ak polotovar nie je v správnej polohe, centrovací servomotor polohu materiálu skoriguje posunutím dopravníka tak, aby polotovar prichádzal na navíjanie v presne stanovenej pozícii.
CCD kamerový systém zároveň kontroluje, či prichádzajúci polotovar nie je nejakým spôsobom poškodený alebo chybný. Ďalšie snímače kontrolujú, či nedošlo k preloženiu polotovaru a pod. V prípade, že polotovar nezodpovedá požiadavke, automaticky je z dopravníka vyhodený alebo sa celý proces zastaví. Na operátorskom paneli sa objaví alarmová správa a čaká sa na zásah operátora. Keďže polotovary prechádzajú medzi viacerými dopravníkmi, ich pohyb musí byť synchronizovaný. Na pohon dopravníkov sa využili servopohony SINAMICS S120 od spoločnosti Siemens.
„Najväčšou výzvou bolo zabezpečiť perfektnú synchronizáciu servopohonov vo fáze navíjania odrezaného polotovaru na konfekčný bubon a pri aplikácii špirálového nárazníka zároveň aj presne špecifikovaný, pomerne nízky ťah materiálu pri navíjacej rýchlosti až 400 mmin.,“ uviedol Pavol Leško, vedúci oddelenia vývoja spoločnosti M.E.R.T.C. Štandardná navíjacia rýchlosť sa pohybuje v rozmedzí od 40 do 90 ms. Okrem správnej synchronizácie treba z dôvodu zabezpečenia predpísanej kvality spoja polotovaru zaistiť aj korekciu medzi aplikačným dopravníkom a navíjacím bubnom.
Hodnota korekcie sa získava výpočtom na základe zosnímanej reálnej dĺžky prichádzajúceho polotovaru. Všetky servopohony, ktoré sú umiestnené v hlavnom rozvádzači, sú prepojené komunikačnou zbernicou PROFIBUS na riadenie bezpečnostných funkcií a PROFINET na štandardné riadenie a komunikáciu. Nadradeným systémom pre jednoduchšie servopohony a pohony odvíjacích staníc sú moduly CU320. Pohony vyžadujúce špeciálne funkcie a vzájomnú synchronizáciu sú riadené modulom SIMOTION D445. V rámci celej linky P-PRO sa okrem hlavného rozvádzača nachádza ešte niekoľko podružných rozvádzačov, v ktorých sú umiestnené jednotky vzdialených VV ET200S SIEMENS.
Konfekčný stroj
V prednej časti konfekčnej linky sa nachádza konfekčný stroj pozostávajúci z dvoch konfekčných bubnov s príslušnými pohonnými jednotkami. Na tieto bubny sa presne podľa zadanej receptúry aplikujú materiály pripravené v spomenutých zásobníkoch. Súčasťou konfekčného stroja sú aj zodpovedajúce prenášacie zariadenia, ktoré sa pohybujú po lineárnych vedeniach s rýchlosťou cca 100 mmin. Prenášacie zariadenia prenášajú pätkové laná a nárazníkový obal.
Zároveň po výrobe surového plášťa zabezpečujú prenos vyrobeného autoplášťa z kompletizačného bubna do pozície, odkiaľ ho môže operátor či iný manipulátor bezpečne a jednoducho prevziať na ďalšie spracovanie. „Dynamický pohyb prenášacích zariadení zabezpečujú servomotory SINAMICS, pričom hlavným cieľom bolo skrátiť čas pohybu na minimum pri zachovaní vysokej úrovne bezpečnosti,“ uviedol Pavol Leško. Servomotory s výkonmi 3,3 kW sú opäť riadené servopohonom SIMOTION-D.
Rozhranie človek – stroj
Na konfekčnej linke P-PRO sa nachádzajú dva hlavné, 12“ dotykové operátorské panely MP-377 od spoločnosti Siemens a niekoľko vedľajších ovládacích skriniek. Programovanie panelov bolo realizované softvérovou aplikáciou WinCC Flexible. Operátor má možnosť voľby medzi niekoľkými typmi obrazoviek podľa toho, akú operáciu chce vykonávať. K dispozícii sú obrazovky s tlačidlami na ručné ovládanie stroja a na zadávanie technologických parametrov, resp. receptúr linky (napr. definovanie dĺžok a šírok polotovarov, uhly, pod ktorými sa budú rezať, stupne natočenia jednotlivých bubnov).
Pre technikov špecialistov sú tu špeciálne pripravené obrazovky s údajmi na nastavenie strojných funkcií linky (napr. korekcie súbehov jednotlivých pohonov a pod.), ale aj obrazovky na kontrolu a rýchlu identifikáciu poruchových stavov. Pri štandardnej prevádzke sa na paneloch zobrazuje aktuálny krok, v ktorom sa konfekčný stroj nachádza, základné tlačidlá, ktoré zmenou farby signalizujú stav zariadenia a prípadne alarmové hlásenia, ak sa také vyskytli. Okrem prehľadu o stave vykonávaných operácií a stave stroja na operátorskom paneli sú k dispozícii aj ďalšie svetelné a zvukové prvky, ktoré flexibilne operátora upozorňujú na určité stavy stroja.
Riešenie bezpečnosti konfekčnej linky
„Vzhľadom na to, že ide o pomerne komplikovanú linku, bola spracovaná identifikácia možných rizík podľa normy EN 1050 a ohodnotenie rizika podľa PL (Performance Level) normy EN ISO 13849,“ vysvetľuje P. Leško. V tejto fáze boli definované rizikové časti a funkcie linky a ako sa v danom prípade bude nebezpečenstvo eliminovať. Konfekčná linka P-PRO bola rozdelená na 10 bezpečnostných zón. Priestory zásobníkov strážia svetelné závory, ktoré v prípade narušenia pozastavia všetky nebezpečné funkcie danej časti linky.
Zároveň sa rozbliká výstražné svetlo a na operačnom paneli sa zobrazí príslušná správa identifikujúca miesto narušenia. V prednej časti konfekčného stroja v okolí nárazníkového aj kostrového bubna sú použité laserové skenery, ktoré majú naprogramovaný presný tvar chráneného priestoru. Narušením tohto priestoru sú pozastavené všetky nebezpečné funkcie príslušnej časti stroja. V prípade, že k narušenie kontrolovaného priestoru došlo počas automatického chodu linky, je narušenie signalizované aj svetelným a zvukovým výstražným zariadením.
Všetky spomínané bezpečnostné prvky sú pripojené na fail-safe karty systému vzdialených VV ET-200S. Jednotlivé výkonové časti servopohonov SINAMICS majú už implementovanú bezpečnostnú funkcionalitu, ktorú v prípade potreby využíva a riadi zbernica PROFIBUS. Na riadenie bezpečnostných signálov a tým bezpečnostných funkcií servopohonov, ale aj spomenutých VV ET-200S je využitá zbernica PROFIBUS so systémom PROFIsafe, zabezpečujúca tzv. fail-safe komunikáciu s nadradeným riadiacim PLC SIMATIC S7-317F. Tento spôsob bezpečnostnej komunikácie výrazne zjednodušil celkové nároky na zapojenie bezpečnostných obvodov pri zachovaní potrebnej bezpečnostnej úrovne a navyše bol umožnený dokonalý monitoring bezpečnostného systému celej linky.
Inštalačná technika a prístroje
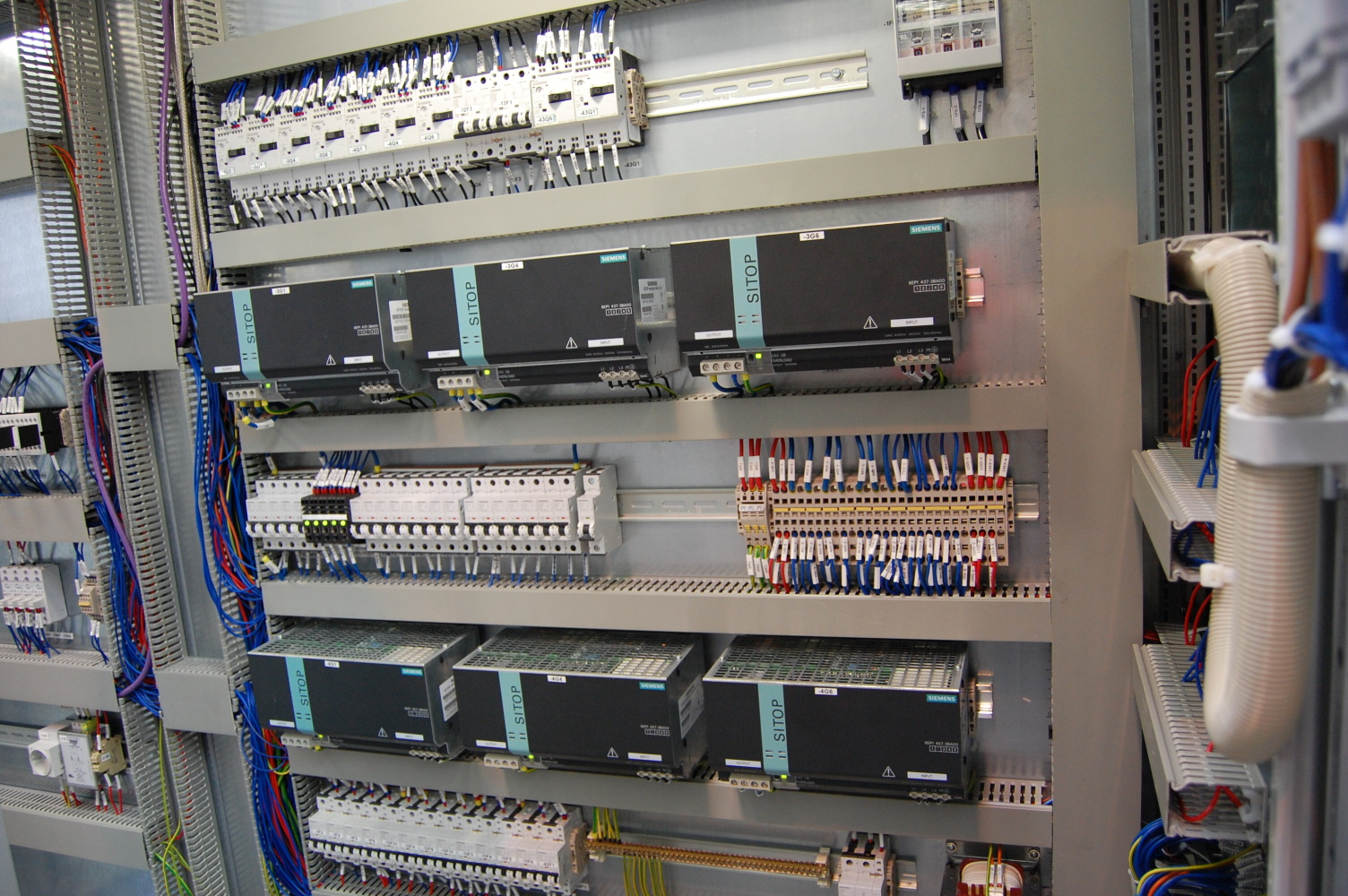
„Zvažovali sme, či niektoré jednoduchšie pohony vybaviť systémom stýkač, istič, prípadne softštartér. Potrebovali sme riešiť aj otázku bezpečnostných funkcií týchto pohonov. Pridávanie prvkov na to, aby sa motor roztočil a bezpečne zastavil, by zvyšovalo celkovú cenu i potrebnú zástavbovú plochu v rozvádzači. Preto sme od začiatku išli cestou prepojenia asynchrónneho motora so systémom SINAMICS, ktorý má priamo v sebe zabudovaný systém bezpečného riadenie pohybu, tzv. safety system.
Navyše pomocou štandardných funkcií možno riadiť hladký rozbeh a dobeh motora, prípadne korigovať jeho rýchlosť, čo štandardným systémom typu stýkač – motor nemožno riešiť,“ vyzdvihuje prínosy zvoleného riešenia P. Leško. Preto nebolo potrebné použiť ani v jednom prípade usporiadanie typu istič – stýkač – motor. V hlavnom rozvádzači sú okrem toho použité priemyselné zdroje SITOP, ako aj ďalšia potrebná istiaca a spínacia technika od spoločnosti Siemens.
Dôvody voľby a prehľad použitých komponentov automatizácie a riadenia
„Voľba, ktorá pri výbere komponentov automatizácie a riadenia padla na spoločnosť Siemens, má niekoľko dôvodov. Prvým je, že so spoločnosťou Siemens máme už dlhoročné dobré skúsenosti, ktoré siahajú už do obdobia pôsobenia Matador Machinery. Ďalšou výhodou je, že komponenty a riešenia Siemens akceptuje väčšina našich potenciálnych zákazníkov. V neposlednom rade je to aj kvalita a konkurencie schopnosť ponúkaných prvkov, ako aj fakt, že Siemens je pre nás spoľahlivý obchodný partner,“ vysvetľuje P. Leško.
Pohony:
- celkový počet použitých pohonov 47,
- výkon hlavných 26 servopohonov Siemens SINAMICS je v rozmedzí od 0,63 kW do 7,75 kW,
- + 10 x 300 W malých servopohonov typu Siemens SIMODRIVE POSMO-A použitých na pomocné funkcie,
- + 11 asynchrónnych motorov s výkonom cca 1,15 kW frekvenčne riadených pohonmi SINAMICS.
Komunikácia a VV
- PROFIBUS DP – 17 modulov typu slave,
- PROFINET – 28 modulov typu slave,
- počet vstupov cca 300 digitálnych + 17 analógových,
- počet výstupov cca 200 digitálnych +16 analógových.
Ďalšie smery vývoja konfekčných liniek
Ďalšie modely konfekčných gumárenských liniek, ktoré M.E.R.T.C. pripravuje pre rok 2012, budú obsahovať niekoľko vylepšení oproti minuloročnému typu. Z hľadiska prvkov automatizácie a riadenia pôjde o prechod od komunikačnej zbernice PROFIBUS na sieť PROFINET, ktorá ponúka výrobcovi linky väčšie možnosti najmä z hľadiska automatického detegovania chybnej komunikácie v sieti, rýchleho odhalenia jej príčiny, príp. predchádzania chybnej komunikácii. Pribudnú aj klávesnice s podsvietením, určené pre priemyselné prostredie od spoločnosti Siemens, ktoré nahradia doteraz požívané skrinky s tlačidlami.
Tlačidlá na klávesnici možno rozsvecovať, prípadne rozblikávať rôznymi farbami, a tak okamžite signalizovať stav danej časti stroja. Na zadnej strane klávesnice sa nachádza aj svorkovnica vstupovvýstupov a safety vstupu, ktoré budú využité na zjednodušenie elektroinštalácie zariadenia. Na meranie spotreby energie linky bude použitý systém SENTRON spoločnosti Siemens, ktorý bude pripojený tiež na zbernicu PROFINET. Základom riadenia zostáva aj v nových modeloch riadiaci systém SIMATIC S7-300, ktorý však bude osadený rýchlejšími procesormi. Novinkou bude aj možnosť vzdialeného prístupu ku konfekčnej linke cez webový server, čo požadovali priamo koncoví zákazníci.
Za poskytnuté informácie ďakujeme Ing. Karolovi Vankovi, riaditeľovi spoločnosti M.E.R.T.C., Pavlovi Leškovi, vedúcemu oddelenia vývoja v spoločnosti M.E.R.T.C., a Ing. Jurajovi Belicovi zo spoločnosti Siemens, s. r. o.
