


Klasifikácia výrobných systémov
Ako bolo uvedené v prvej časti seriálu na obr. 1, na transformáciu vstupu na výstup, t. j. surovín na hotové výrobky, sa využívajú rôzne výrobné systémy, ktoré možno voliť v závislosti od typu a množstva výrobkov, ktoré sa majú vyrobiť. V nasledujúcej časti prinášame zjednodušený prehľad hlavných výrobných systémov s výnimkou spojitých výrobných systémov, ktoré sa vyskytujú napr. v chemickom priemysle. Transformácia vstupov na výstupy zvyčajne znamená realizovať výrobný proces špecifický pre daný produkt. Tento výrobný proces je zvyčajne postupnosťou použitia rôznych technológií, ako sú rezanie, vŕtanie, frézovanie, zváranie, tepelné spracovanie, povrchová úprava atď., a montážnych operácií pri transformácii rôznych komponentov na hotové výrobky.
Prevádzky pracujúce s dávkami a radmi
Západné výrobné systémy sa typicky vyznačujú funkčným usporiadaním oddelení, t. j. podobné zariadenia sa prepájajú na fyzickej úrovni. Takéto usporiadanie sa často označuje ako kompetenčné centrum obrábania alebo laserové kompetenčné centrum atď. Rozmiestnenie zariadení je typické pre výrobný systém, kde sú stroje zoskupené podľa funkcionality a produkty sa pohybujú medzi nimi vtedy a tak, ako je to potrebné, pričom cez jeden stroj môžu prejsť aj niekoľkokrát (job-shop). V tomto prípade sa série výrobkov často prepravujú vysokozdvižnými vozíkmi z jedného oddelenia na druhé. Takýto spôsob manipulácie s materiálom považuje spoločnosť Toyota za stratený čas a za činnosť bez pridanej hodnoty. Treba však povedať, že prítomnosť mnohých kompetenčných centier naznačuje aj zvládnutie technologického know-how, ktoré je dostupné na transformáciu obrobku.
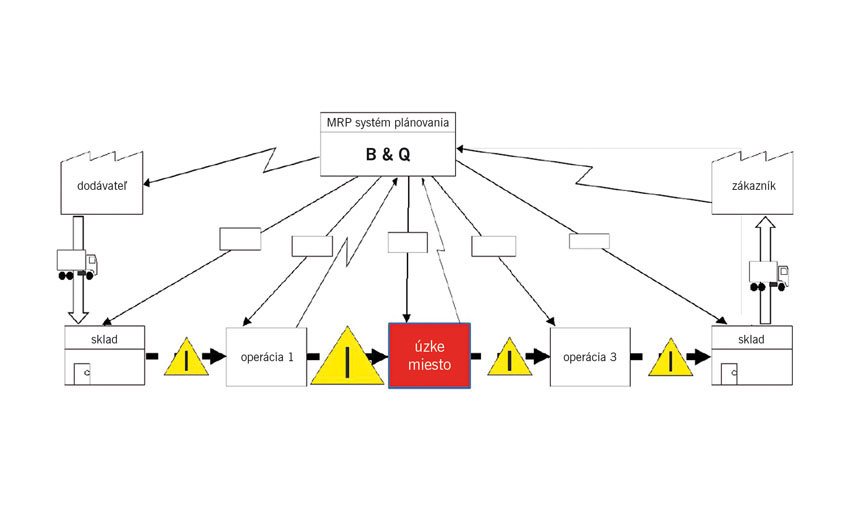
Takýto výrobný systém preto predstavuje skôr technologickú ako výrobnú kapacitu v produkcii rôznych výrobkov. Vedúci pracovníci v západných firmách sa v rámci výroby riadia logikou minimalizácie výrobných nákladov uplatnením logiky, ktorá je odvodená od úspor z rozsahu a znižovania počtu prestavení, t. j. prechodu z jedného produktu na druhý (alebo z jednej objednávky na druhú). To znižuje náklady na nastavenie jedného kusu, čo je v súlade so spomínanou západnou logikou úplných nákladov a transformuje neproduktívny čas na potenciálne dostupný výrobný čas, čo je čas s pridanou hodnotou. Tento tradičný spôsob výroby sa nazýva dávka a rad (batch & queue, B & Q). Výrobné šarže prechádzajú v rámci prevádzky cez rôzne pracovné stanice, ktoré sa zvyčajne riadia týždenným plánovaním výroby pomocou sofistikovaných systémov MRP2 alebo ERP podľa rôznych dostupných plánovacích princípov. ERP označuje systém na plánovanie podnikových zdrojov (Enterprise Resource Planning), ktoré zodpovedá systémom MRP2 (Manufacturing Resource Planning). MRP (alebo MRP1) označuje systém na plánovanie materiálových požiadaviek, ktoré bolo predchodcom dnešných systémov ERP.
Prechádzajúce („tlačené“ – push) výrobné dávky sa zoraďujú pred pracovnými stanicami (podľa definovaných princípov radenia) a čakajú na spracovanie. Označujú sa ako rozpracovaná výroba (work in process, WIP), ktorá sa často mylne nazýva prevádzková rezerva, aby vyťažili všetky nevyvážené stroje s časovým cyklom (CT), ktoré ich zdržiavali. Tento výrobný systém sa riadi princípom prenosu dávky založeným na princípe „tlačenia“ výroby, čo má za následok obrovský WIP a predlžuje čas realizácie procesu (PLT), ako sme videli v predchádzajúcej časti. Tieto princípy sú nezávislé od princípu výroby, t. j. výroby na sklad alebo na objednávku. B & Q je typ výroby typu job-shop (obr. 3). Tento výrobný systém je vhodný pre rôzne výrobky, ktoré sa vyznačujú vysokou variabilitou dizajnu, ale s pomerne malými až stredne veľkými výrobnými dávkami. Môže sa použiť pri výrobe na sklad alebo na objednávku. Zmena vo výrobe vedie k zmene úzkeho miesta s dôsledkom zmeny výstupného výkonu (exit rate, ER). Vysoká pružnosť je prirodzená, ale vedie k nepoužívaniu zariadenia. V 70. rokoch viedol vylepšený výpočtový výkon k integrácii CAD/CAM, z čoho vzniklo CIM (Computer Integrated Manufacturing), a flexibilným výrobným systémom (FMS), ktoré sú rozšírené v klasických odvetviach a stále sú v centre pozornosti výskumníkov [13].
Flow-shop prevádzky s prenosovými linkami a jedným výrobkom
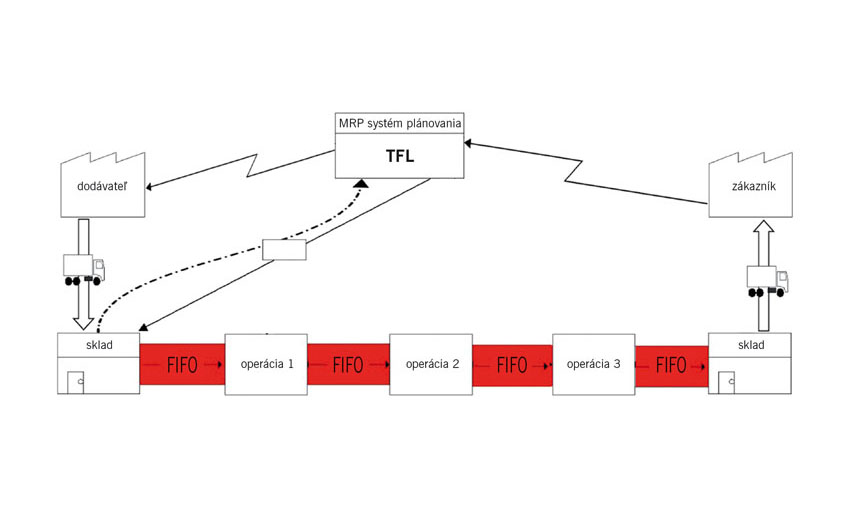
S cieľom zvýšiť objem výroby predstavil Henry Ford tayloristicky fragmentované a časovým cyklom vyvážené montážne linky, ktoré sa vo všeobecnosti vyznačujú princípom tlačenia výroby vychádzajúcim z úspor z rozsahu. Myšlienkou je eliminovať koncept „kompetenčných centier“ a umiestniť všetky potrebné zariadenia a pracovné stanice alebo operácie ručnej montáže do pevného sledu veľmi efektívne na výrobu konkrétneho produktu. Na rozdiel od princípu prenosu dávok v rámci systémov B & Q sú tieto linky založené na princípe prenosu jedného kusa, ktorý sa nazýva jednodielny (single piece flow, SPF) alebo jednokusový tok a je predchodcom dnešných moderných prenosových liniek (TFL) využívaných v automobilovom priemysle. Tento spôsob výroby výrazne zvyšuje produktivitu a znižuje PLT. Vysoká produktivita však bola draho vykúpenou výhodou na úkor zníženej flexibility založenej na výrobe iba jedného produktu, ktorým sa stal čierny lakovaný model Ford T ako ikona hromadnej výroby. Tak sa zrodil pojem hromadná výroba, ktorý výrazne znížil výrobné náklady; začala sa skutočná éra industrializácie. Tento typ výroby sa tiež nazýva flow-shop (obr. 4). Technológia je obmedzená na výrobu jedného produktu, ale vo veľkom množstve, čo nepredstavuje technologickú, ale produktívnu schopnosť. Takýto typ výrobných systémov vyhovuje štandardným výrobkom s obmedzenou variabilitou (čo vyžaduje obmedzenú výmenu nástrojov a prestavovanie).
Typickými príkladmi aplikácií mimo automobilového priemyslu sú vysoko výkonné linky na plnenie fliaš. Výstupný výkon takýchto liniek je stabilný a priepustnosť ovplyvňujú iba poruchy zariadenia a následné zastavenia. Takéto výrobné systémy sú náročné na kapitál a vykazujú vysokú hodnotu BEP (bodu prerušenia) a nízku elasticitu.
Bunková výroba JIT založená na technike DBR
Taiichi Ohno zo spoločnosti Toyota bol ohromený metódou tokovej výroby spoločnosti Ford, ale po druhej svetovej vojne v Japonsku chýbali nielen prírodné zdroje, ale bol tam aj iný charakter dopytu, trh vyžadoval rôzne automobilové modely. Namiesto toho, aby sa Toyota snažila vyriešiť zložitosť so systémami MRP, ako je to v západnej výrobnej kultúre, pokúsila sa zložitosť eliminovať. Na zvýšenie flexibility pri zachovaní koncepcie toku zaviedol bunkovú výrobu. Výrobná bunka zhromaždí potrebné vybavenie na výrobu komponentu v sekvenčnej línii, napríklad v rámci transferových liniek (TFL). Výrobné bunky sú akýmsi miniatúrnym TFL sledujúcim logiku úspor z rozsahu. Sú schopné vyrobiť podobné výrobky v tej istej bunke. To zvýšilo flexibilitu pôvodného produkčného systému TFL. Výrobné bunky skutočne zásobujú centrálnu montážnu linku podľa nepravidelného, ale skutočného dopytu s komponentmi, ktoré sú v zásobníkoch.
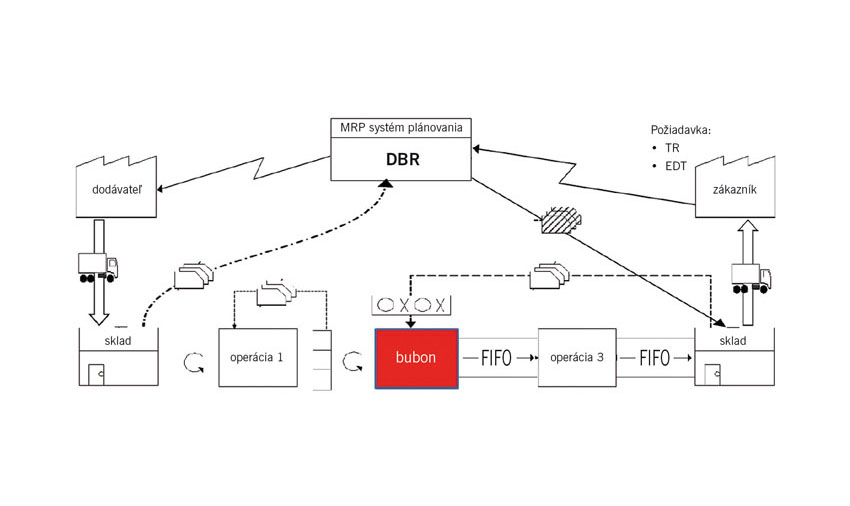
Aby tieto bunky alebo TFL prepojil, predstavil T. Ohno v prevádzke koncepciu amerického supermarketu, ktorú možno považovať za strategické zásobníky odlišné od rozpracovanej výroby (WIP). Výrazne znížili klasickú WIP a zmenili výrobný princíp z tlačenia (push) na ťahanie (pull), t. j. aby sa vyrobilo len to, čo sa požaduje, čím sa zrodil koncept JIT (just-in-time). Okrem hromadnej výroby sa zrodil výrobný systém Toyota (TPS) [9]. Spúšťanie výroby je založené na technike DBR (drum-buffer-rope – bubon – zásobník – lano). Vstupom do bubna (ktorý udáva takt výroby) sú supermarkety. K dispozícii sú rôzne princípy umiestnenia supermarketu: zdieľané centralizované alebo decentralizované na mieste použitia (point of use, POU) s rôznymi princípmi ukladania, v rámci ktorých sa využívajú aj automaticky navádzané dopravné vozíky (automated guided vehicles, AGV). Tak Toyota predstavila asynchrónny montážny princíp. Americkí akademici prevzali túto revolučnú koncepciu a publikovali ju v 90. rokoch (napr. [7]).
T. Ohno pokračoval vo vývoji TPS a produkčným dávkam priraďoval rôzne úrovne, aby znížil jeden z troch typov odpadu (Mura) definovaných v TPS pri zachovaní konceptu toku založeného na rýchlosti taktu (TR). TR sa stal ústredným riadiacim prvkom výroby, ktorý sa podobal prirodzene riadenému systému bez odpadu a potreby MRP2/systémov ERP, pretože plánovanie a časovanie (a teda potrebné súvisiace princípy) sú zbytočné, keďže plánovanie bolo nahradené princípom vyrovnávania Heijunka. Inak povedané, JIT bola regulačnou „neviditeľnou rukou“, ktorá riadila výrobu podľa dopytu na trhu. Mimochodom JIT sa často nesprávne nazýva synchrónny výrobný systém. V skutočnosti, alebo lepšie povedané, ide o asynchrónny výrobný systém. Supermarkety skutočne oddeľujú výrobné bunky, ktoré majú rôzne CT, CLT (Cell Lead Times) a CTT (Cell Turnover Time). Bunky sú asynchrónne spojené prostredníctvom supermarketov, čím sa oddeľuje dodávka a následná spotreba v dôsledku odlišných charakteristík ponuky a dopytu s rozdielnou mierou ponuky a dopytu, ale riadi ich jedinečný ústredný riadiaci prvok, ktorým je rýchlosť taktu. Preto sa TPS vyznačuje viacerými vnútornými a minimálne veľkými supermarketmi, ktoré predstavujú výrobu na sklad. To je výrobno-teoretický základ TPS.
Okrem toho T. Ohno predstavil prístup Kaizen založený na myšlienkach Deminga o cykle PDCA (plan, do, check, act), pričom neustále zdokonaľoval výrobný systém čoraz väčšou kompetenciou prevádzkových pracovníkov. V 80. rokoch rozšíril tento výrobný systém na dodávateľov a zákazníkov a integroval do neho aj logistiku: narodil sa JPS (japonský výrobný systém). TPS/JPS dnes predstavuje najsofistikovanejší, vysoko výkonný výrobný systém, ktorý bol zavedený aj v iných ako automobilových odvetviach, čo predstavuje skutočnú revolúciu v porovnaní s tradičnými západnými výrobnými systémami. Jeho výhodami sú: správny produkt, správne množstvo, požadovaná kvalita, správne miesto, správny čas a najnižšie náklady (obr. 5). TPS dobyl svet výroby pod značkou Lean manufacturing [15]. Najlepšie to funguje s výrobkami, ktoré majú deterministický a neustály dopyt alebo obmedzenú a časovo obmedzenú variabilitu, čo sa premieňa na pomerne stabilnú taktovú frekvenciu s SD [TR] = 0. Modifikáciou konceptu TR do zovšeobecneného rozsahu objednávky (OR) možno tento výrobný systém použiť v iných priemyselných odvetviach ako v automobilovom priemysle, pričom sa techniky prispôsobuje premenným OR s SD [OR] > 0 podľa zákonov opísaných systémom rovníc 6 (pozri 2. časť seriálu v ATP Journal 12/2020, pozn. red.).
CPPS založený na grafoch
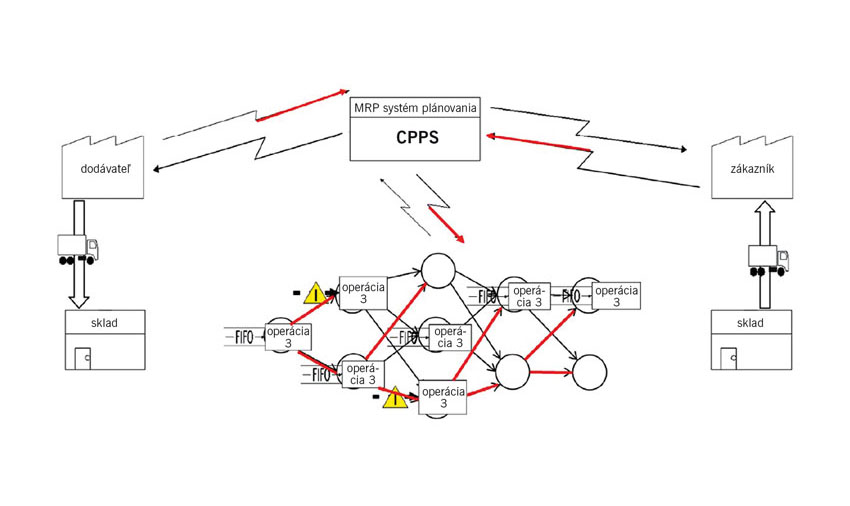
Podľa akčnej skupiny i4.0 [14], [15] možno výrobný systém v súlade s koncepciou Priemyslu 4.0 v ideálnom prípade interpretovať ako prepojenie siete inteligentných pracovných staníc s inteligentnými produktmi a inteligentnou logistickou infraštruktúrou, ktorá vytvára kyberfyzikálny výrobný systém (CPPS). Morfológia usporiadania prevádzky bude preto pripomínať kombináciu flow- s prevládajúcim job-shop organizovaných a variabilne prepojených flexibilných pracovných centier s produktmi čakajúcimi pred pracovnými stanicami. Na úrovni prevádzky bude tento CPPS vykazovať základné princípy B & Q s lepším vyťažením týchto nezávislých, ale flexibilných pracovných staníc. Cieľom je, aby sa znížil prestoj samostatnej, no grafom riadenej pracovnej stanice.
Graf je abstraktná matematická topológia pozostávajúca z uzlov a liniek predstavujúcich sieť objektov. Grafické rozmiestnenie pracovných staníc alebo alternatívne chrbticových TFL s off-line stanicami určenými na zákaznícke prispôsobenie je obohatené o decentralizované inteligentné entity (pracovné stanice, produkty, vozíky). To, či postulovaná decentralizovaná „inteligencia/autonómia“ stačí na optimalizáciu plánovania, nebudeme bližšie rozoberať; centralizovaná optimalizácia by pravdepodobne priniesla lepšie výsledky. Inteligencia založená na neurónových technológiách je v porovnaní s centrálne agregovanou inteligenciou riadiacou celý systém s možným dosiahnutím Paretovej účinnosti menej optimálna. Cieľom akčnej skupiny i4.0 je umožniť realizovať dávku šarže 1, ktorá hovorí doslova „vložiť sedadlo Porsche do vozidla VW“ [14], [15]. Nebudeme sa venovať ani tomu, či to má zmysel z ekonomického hľadiska alebo z hľadiska marketingu, či keď je to technicky žiaduce.
Riadiaci algoritmus umožní inteligentným produktom autonómne zvoliť dostupnú a vhodnú pracovnú stanicu na základe zapamätanej výrobnej sekvencie premietnutej do grafu a priamo súvisiacej so stavom zariadenia (t. j. načítané, plánované, neaktívne) všetkých pracovných staníc. Novovyvinuté výpočtové postupy na báze RAM [5] umožnia vypočítať problémy nepolynomiálneho typu (NP) zložitosti, ako je exponenciálna alebo dokonca faktoriálna zložitosť. Riadiaci algoritmus okrem toho dokáže komunikovať prostredníctvom prvkov internetu vecí (IoT) so vstupným logistickým zariadením (prichádzajúce nákladné vozidlá) a v prípade meškania dynamicky meniť plán výroby (obr. 6). Aj keď to môže znieť futuristicky, o pár rokov to bude technicky realizovateľné. Mimochodom Toyota tieto koncepty pre obmedzené deterministické výrobné prostredie realizovala už pred 30 rokmi (JPS). Priemysel 4.0 preto nie je 4. revolúciou vo výrobe. V širšom zmysle predstavuje iba digitalizáciu systému typu JPS.
V tomto príspevku sa nezaoberáme ani úvahou, či bude systém deus ex machina v rámci Priemyslu 4.0 s veľkosťou dávky 1 ekonomicky životaschopný. Vysoká produktivita výrobného systému založeného na zovšeobecnenom produkčnom modeli, ktorý umožňuje veľkosť šarže 1, skutočne vyžaduje takmer neobmedzenú kapacitu umožňujúcu najkratšiu PLT a pozorovanie OTD podľa rovníc (5) a (6) (pozri 2. časť seriálu, ATP Journal 12/2020, pozn. red.). Výslovný cieľ CPPS vyrábať dávku s veľkosťou 1 ho kategorizuje ako výrobu na objednávku.
Ak opomenieme výhody plynúce z digitalizácie výroby, z ktorej budú mať úžitok aj ďalšie systémy výrobného typu, je zrejmé, že tento výrobný koncept Priemyslu 4.0 je založený hlavne na autonómnom plánovaní inteligentne interagujúcich zariadení, ale stále je založený aj na štruktúre B & Q, ak nie je založený na TFL alebo TPS. Nazvime tento nový typ výrobného systému na úrovni prevádzky grafickým inteligentným CPPS, pre ktorý zatiaľ bližšie nešpecifikujeme základné princípy, až kým sa nesplnia ambiciózne ciele akčnej skupiny i 4.0 a nebudú jasnejšie. Podľa akčnej skupiny i 4.0 by tento systém mal mať maximálnu flexibilitu a pružnosť.
Literatúra
[1] Curry, G. L. – Feldman, R. M. 2011. Manufacturing Systems Modeling and Analysis. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-642-16618-1.
[2] Hagen, H. – Rüttimann, B. 2004. The Automotive Market – The New Challenge for the Aluminium Industry. Aluminium, 80, 5.
[3] Hillier, F. S. – Lieberman, G. J. 2001. Introduction to Operations Research. New York: McGraw-Hill.
[4] Hopp, W. – Spearman, M. 2000. Factory Physics. International Edition, New York: McGraw-Hill.
[5] Ielmini, D. – Pedretti, G. – Ambrosi, E. – Bricalli, A. – Wang, W. – Sun, Z. 2019. Solving Matrix Equations in one Step with Cross-Point Resistive Arrays. PNAS, 116, 4123-4128. Dostupné na: https://doi.org/10.1073/pnas.1815682116.
[6] Inspire Academy. 2018. Lean Six Sigma OPEX Curriculum, Inspire AG.
[7] Liker. 2004. The Toyota Way, 14 Management Principles from the World Greatest Manufacturer. New York: McGraw-Hill.
[8] Maynard, H. B. – Stegemerten, G. J. – Schwab, J. L. 1948. Methods-Time Measurement. New York: McGraw-Hill.
[9] Ohno, T. 1988. Toyota Production System – Beyond Large Scale Production. New York: Productivity Press.
[10] Rüttimann, B. G. 2015. Discourse about Linear Programming and Lean Manufacturing: Two Different Approaches with a Similar Converging Rational. JSSM, 8, 85-91. Dostupné na: https://doi.org/10.4236/jssm.2015.81010.
[11] Rüttimann, B. G. 2017. Lean Compendium – Introduction to Modern Manufacturing Theory. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-319-58601-4.
[12] Rüttimann, B. G. – Stöckli, M. T. 2016. Lean and Industry 4.0 – Twins, Partners, or Contenders? A Due Clarification Regarding the Supposed Clash of Two Production Systems. JSSM, 9, 485-900. Dostupné na: https://doi.org/10.4236/jssm.2016.96051.
[13] Tolio, W. – Terkaj, T. – Valente, A. 2009. Design of Flexible Production Systems: Methodologies and Tools. Berlin: Spinger Verlag. Dostupné na: https://doi.org/10.1007/978-3-540-85414-2.
[14] Umsetzungsempfehlungen. 2013. Für das Zukunftsprojekt Industrie 4.0 – Abschlussbericht des Arbeitskreises Industrie 4.0. Dostupné na: http://www.plattform-i40.de.
[15] Womack, J. P. – Jones, D. T. 2003. Lean Thinking. New York: Free Press. Zukunftsbild Industrie 4.0, Internet. Dostupné na: http://www.plattform-i40.de.
Publikované so súhlasom autorov.
Bruno G. Rüttimann
ETH Zürich IWF, Zurich, Švajčiarsko
bruno.ruettimann@inspire.ethz.ch
Martin T. Stöckli
Inspire AG, Zurich, Švajčiarsko
stoeckli@inspire.ethz.ch


