



Na úvod tejto druhej časti sa pokúsime dať na poriadok určité mylné predstavy: výkon výrobného systému nie je v skutočnosti ľubovoľný, pretože premenné výkonového systému vykazujú viacnásobné preväzbenie a vzájomne sa ovplyvňujú. V matematike patrí optimalizácia výkonu produkčného systému do kategórie viacrozmernej analýzy. Dá sa to porovnať s funkciou viacerých cieľov, ktorá sa má maximalizovať, keď sú cieľové funkcie samotné vzájomne závislé. To vedie k dôležitému konceptu Paretovej optimality alebo Paretovej efektívnosti systému. Ak považujeme 100 % kvalitu a nulové zlyhanie zariadenia za samozrejmosť, predpokladá sa, že produkčný systém s dobrým výkonom má:
- vysokú rýchlosť, t. j. krátku dobu dodania procesu (PLT),
- vysokú priepustnosť, t. j. vysokú výstupnú rýchlosť (ER) danú kapacitou (t. j. dobou cyklu) na úzkom mieste,
- vysokú flexibilitu, to znamená nízku citlivosť na zmenu mixu (typ a variabilita produktu),
- vysokú elasticitu, to znamená nízku citlivosť na zmenu zaťaženia (veľkosť a objem dávky).
Podľa produkčných axiómov SPQR (rýchlosť, presnosť, kvalita, návratnosť) je jednou z úloh produkčného systému včasné dodanie (OTD) s cieľom uspokojenia „hlasu zákazníka“ (VOC). OTD, PLT a ER sú dané matematickými zákonmi o výrobe, zatiaľ čo flexibilita a pružnosť sú dané technologickými riešeniami a investíciami do vybavenia. Najdôležitejším prvkom vo výrobnom systéme nie je najdrahšie zariadenie, ako sa často nesprávne verí, ale úzke miesto, pretože obmedzuje priepustnosť systému. Úzke miesto je charakterizované časom jeho cyklu (CTb), ktorý definuje ER celého procesu. Úzke miesto je definované podľa [11].
Veta o priepustnosti (alebo veta o úzkom mieste):
Daná je postupnosť výrobných krokov, pričom každý procesný krok má deterministický, ale odlišný čas cyklu CT. Maximálna priepustnosť, t. j. maximálna výstupná rýchlosť ER procesu, je daná najpomalším krokom procesu, t. j. procesným krokom s najdlhším časom cyklu CT; tento krok procesu sa nazýva úzke miesto.
Túto vetu môžeme vyjadriť formálnym matematickým zápisom podľa rovnice (1):
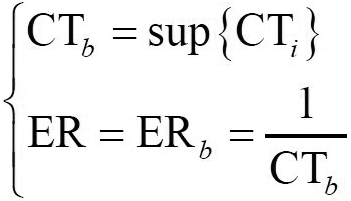 (1)
(1)
Ďalšou dôležitou premennou určujúcou PLT výkon produkčného systému je práca v procese (WIP). Použitý princíp prenosu (šarža alebo jednotlivý kus) a princíp výroby (tlač alebo ťah), ako aj časové pasce určujú množstvo a rozmiestnenie WIP v celom procese. Tvorba WIP je definovaná nasledujúcou vetou [11].
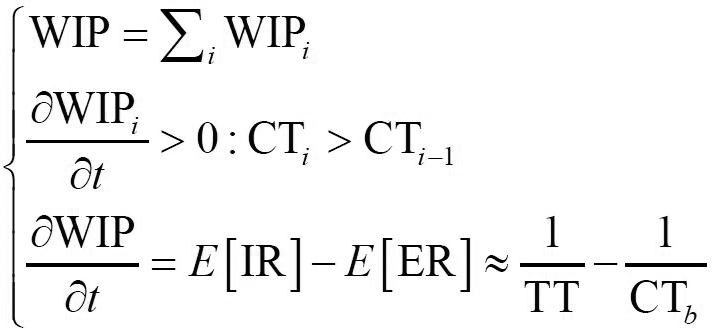
Veta o WIP (alebo veta o oneskorení alebo veta o časovej pasci):
Daná je postupnosť výrobných krokov, pričom každý procesný krok má iný čas cyklu CT. Každý procesný krok s dlhším CT ako v predchádzajúcom kroku zavádza oneskorenie, ktoré vedie k zvyšovania tvorby WIP pred týmto procesným krokom. Takýto procesný krok sa nazýva časová pasca; proces takto môže mať viac ako jednu časovú pascu.
Túto vetu môžeme vyjadriť nasledujúcim matematickým tautologickým systémom rovníc (2):
 (2)
(2)
Ukazuje, že ak sa vstupná rýchlosť (IR) zvýši, zatiaľ čo ER zostane konštantná, proces vygeneruje WIP (čierna skrinka), a ak sú časy cyklov rôznych pracovných staníc veľmi nevyvážené, bude WIP dôsledkom medzi pracovnými stanicami (biele pole). Systém rovníc (2) je preto topologicky uzavretý. Podľa Littleho zákona z oblasti teórie radov (3) WIP určuje PLT.
 (3)
(3)
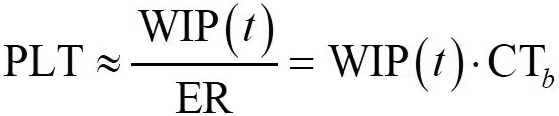
Táto rovnica je platná pre jeden stroj (alebo pracovnú stanicu), ale všeobecne ju používajú neodborní pracovníci bez rozdielu tiež pre všeobecný proces. Správna rovnica pre PLT týkajúce sa procesu je:
![]() (4)
(4)
kde n > b; ak n = b, Littleov zákon platí aj pre viacstupňový proces. Ide o základné výrobné rovnice určujúce výkon výrobného systému. OTD pre dokonale taktovaný výrobný systém (ideálne SD [TR] = 0) je dané nasledujúcim systémom rovníc:
 (5)
(5)
Aby sa dodržalo OTD, musia byť splnené obe podmienky súčasne. Väčšina produkčných systémov však nie je riadená TR, ale má variabilnú rýchlosť zadávania objednávok (OR) s SD [OR] > 0, kde SD znamená štandardnú odchýlku. Pre túto všeobecnú situáciu možno vysloviť nasledujúcu vetu [11].
Veta o všeobecných výrobných požiadavkách (alebo veta OTD):
Potrebnými a dostatočnými podmienkami na dodanie OTD zákazníkovi, t. j. v správnom množstve a v správnom čase, je to, že požiadavky na kapacitu a dodaciu lehotu musia byť splnené súčasne, nezávisle od použitého princípu prenosu, t. j. SPF alebo B&Q. Čo je zapísané nasledujúcim systémom rovníc:
 (6)
(6)
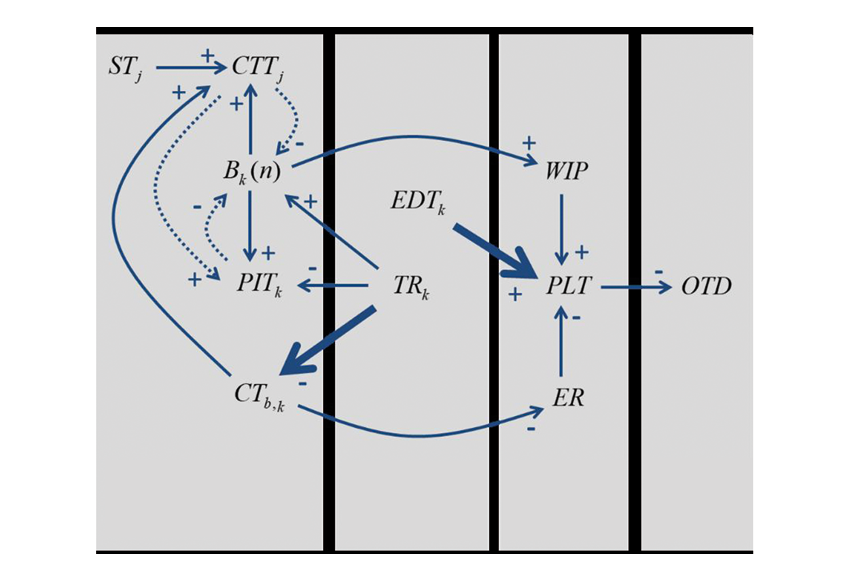
kde BWT znamená nevybavené čakanie a EDT predpokladaný čas dodania. Treba zdôrazniť, že namiesto PLT označujúce časové rozpätie, ktoré potrebuje jeden kus na prechod procesom, by bolo vhodnejšie hovoriť o MLT (Manufacturing Lead Time). MLT zahŕňa čas potrebný na výrobu celej dávky B(n), t. j. od okamihu, keď prvý kus vstúpi do procesu, až kým posledný kus dávky neopustí proces [11]. V produkčných systémoch používaných vo vyspelých západných ekonomikách, ktoré sú charakterizované kultúrou dávky, môže byť rozdiel medzi MLT a PLT značne veľký. Výkonnosť každého produkčného systému sa musí riadiť vyššie uvedenými základnými rovnicami. Vzťah možno ďalej modelovať pomocou nasledujúceho zjednodušeného systémového diagramu, ktorý ukazuje, ako premenné interagujú a ako sa navzájom ovplyvňujú (obr. 1).
Je zaujímavé, že vysoká flexibilita, ktorá znamená produkčnú rozmanitosť (výsledkom je SD [CTb] > 0), má negatívny vplyv na ER a využitie kapacity. Vysoká flexibilita znamená zmenu času cyklov (CT) na rôznych pracovných staniciach a vytvára dynamicky sa meniace úzke miesto (1), ktoré znižuje výkon produkcie. Nevyužitá kapacita znamená nízku návratnosť investícií (ROI) prostredníctvom vyšších nákladov a nevyužitia plného potenciálu investovaného kapitálu. Čiže vysoká flexibilita sa premieta do nízkej produktivity, čo je v skutočnosti v rozpore s priemyselnou logikou. Na udržanie plnej kapacity na každej pracovnej stanici však výroba vyžaduje WIP pred každou pracovnou stanicou. Vysoký WIP je viditeľným výsledkom dominantnej logiky dávkovej a radovej výroby podnikov z vyspelých ekonomík.
To predstavuje logiku „byť vždy zaneprázdnený“. Logika Toyota však uprednostňuje logiku JIT, ktorá predstavuje logiku „podľa potreby“ obmedzujúcu nadprodukciu. Nadprodukcia je jedným zo siedmich mudov (odpadov). Doteraz zaužívaná paradigma vysokej pridanej hodnoty na kus sa navyše zmenila na dnešnú logiku vysokej pridanej hodnoty za hodinu dôležitú pre priemysel, čo zodpovedá vysokej produktivite tvorby marže [2]. Na druhej strane je požadovaná vysoká elasticita želaný následok postupnosti investícií, ktoré sú schopné produkovať v extrémnych podmienkach veľkosť šarže 1 [14]. No vysoká elasticita tiež znamená nákladovú citlivosť na zmenu zaťaženia, čo nevyhnutne vyžaduje, aby bol variabilný bod prerušenia (BEP) ekonomicky životaschopný. Vysoké investície zvyčajne vytvárajú vysoké fixné náklady zvyšujúce BEP, aj keď sú sprevádzané nižšími špecifickými variabilnými nákladmi.
Navrhované riešenie Industry 4.0 [14] vyžaduje obrovské investície zvyšujúce BEP. Tu, zdá sa, vzniká rozpor [12].
Literatúra
[1] Curry, G. L. – Feldman, R. M. 2011. Manufacturing Systems Modeling and Analysis. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-642-16618-1.
[2] Hagen, H. – Rüttimann, B. 2004. The Automotive Market – The New Challenge for the Aluminium Industry. Aluminium, 80, 5.
[3] Hillier, F. S. – Lieberman, G. J. 2001. Introduction to Operations Research. New York: McGraw-Hill.
[4] Hopp, W. – Spearman, M. 2000. Factory Physics. International Edition, New York: McGraw-Hill.
[5] Ielmini, D. – Pedretti, G. – Ambrosi, E. – Bricalli, A. – Wang, W. – Sun, Z. 2019. Solving Matrix Equations in one Step with Cross-Point Resistive Arrays. PNAS, 116, 4123-4128. Dostupné na: https://doi.org/10.1073/pnas.1815682116.
[6] Inspire Academy 2018. Lean Six Sigma OPEX Curriculum, Inspire AG.
[7] Liker 2004. The Toyota Way, 14 Management Principles from the World Greatest Manufacturer. New York: McGraw-Hill.
[8] Maynard, H. B. – Stegemerten, G. J. – Schwab, J. L. 1948. Methods-Time Measurement. New York: McGraw-Hill.
[9] Ohno, T. 1988. Toyota Production System – Beyond Large Scale Production. New York: Productivity Press.
[10] Rüttimann, B. G. 2015. Discourse about Linear Programming and Lean Manufacturing: Two Different Approaches with a Similar Converging Rational. JSSM, 8, 85-91. Dostupné na: https://doi.org/10.4236/jssm.2015.81010.
[11] Rüttimann, B. G. 2017. Lean Compendium – Introduction to Modern Manufacturing Theory. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-319-58601-4.
[12] Rüttimann, B. G. – Stöckli, M. T. 2016. Lean and Industry 4.0 – Twins, Partners, or Contenders? A Due Clarification Regarding the Supposed Clash of Two Production Systems. JSSM, 9, 485-900. Dostupné na: https://doi.org/10.4236/jssm.2016.96051.
[13] Tolio, W. – Terkaj, T. – Valente, A. 2009. Design of Flexible Production Systems: Methodologies and Tools. Berlin: Spinger Verlag. Dostupné na: https://doi.org/10.1007/978-3-540-85414-2.
[14] Umsetzungsempfehlungen. 2013. Für das Zukunftsprojekt Industrie 4.0 – Abschlussbericht des Arbeitskreises Industrie 4.0. Dostupné na: http://www.plattform-i40.de.
[15] Womack, J. P. – Jones, D. T. 2003. Lean Thinking. New York: Free Press. Zukunftsbild Industrie 4.0, Internet. Dostupné na: http://www.plattform-i40.de.
Publikované so súhlasom autorov.
Bruno G. Rüttimann
ETH Zürich IWF, Zurich, Švajčiarsko
bruno.ruettimann@inspire.ethz.ch
Martin T. Stöckli
Inspire AG, Zurich, Švajčiarsko
stoeckli@inspire.ethz.ch

