


Vo všeobecnosti sa digitálne modely (knižnice virtuálneho správania) dajú charakterizovať týmito výhodami:
1. zistenie a odstránenie problémov, ktoré by inak vyžadovali nápravné a časovo náročné opatrenia počas výroby,
2. minimalizácia investičných nákladov výrobných liniek bez ohrozenia požadovaného výkonu,
3. optimalizácia výkonnosti a využitia energie existujúcich výrobných systémov, ktoré boli overené vo virtuálnom prostredí pred implementáciou.
Využitie knižníc virtuálneho správania výrobných liniek má tieto výhody:
1. zvýšenie produktivity existujúcich výrobných zariadení až o 20 %,
2. zníženie investícií do plánovania novej produkcie až o 20 %,
3. zmenšenie výrobného taktu až o 60 %,
4. optimalizácia rozmerov systému,
5. zníženie investičného rizika prostredníctvom analýzy uskutočni-teľnosti,
6. zvýšenie využívania dostupných zdrojov,
7. lepšie plánovanie a prideľovanie liniek.
Medzi typických predstaviteľov modelovaných liniek patrí:
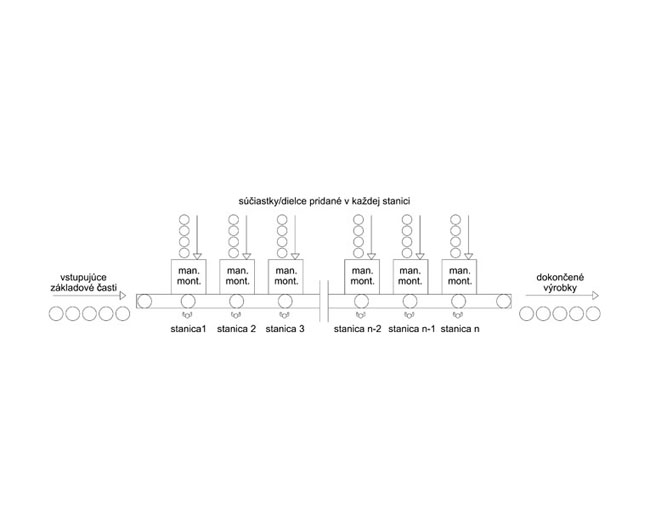
1. Ručná montážna linka – výrobná linka pozostávajúca z množiny pracovných staníc, na ktorých sa vykonávajú montážne operácie s cieľom vytvorenia komplexného výrobku. Montážne úlohy vykonávajú pracovníci počas pohybu výrobku pozdĺž výrobnej linky zvyčajne pozostávajúcej z mechanizovaného dopravníka.
2. Automatizovaná výrobná (transferová) linka – výrobná linka pozostávajúca z množiny automatizovaných pracovných staníc vykonávajúcich výrobné operácie, ako je obrábanie. Presun obrobkov medzi stanicami je automatizovaný.
3. Automatizovaný montážny systém – výrobná linka vykonávajúca sekvenciu automatizovaných alebo mechanizovaných montážnych operácií. Výrobky sú vo všeobecnosti jednoduchšie oproti tým vyrábaným na ručnej montážnej linke.
4. Strojová bunka – množina manuálne obsluhovaných výrobných strojov a pracovných staníc často organizovaných do tvaru písmena U. Strojová bunka vykonáva sekvenciu operácií na dielcoch alebo výrobkoch, ktoré sú podobné, ale nie identické.
5. Pružný výrobný systém – vysoko automatizovaný výrobný systém obsahujúci skupinu výrobných pracovných staníc prepojených automatizovaným dopravným a skladovým systémom a riadených pomocou distribuovaného počítačového systému. Pružnosť PVS je podmienená schopnosťou výroby rôznych typov výrobkov súčasne vo viacerých pracovných staniciach.
Každý typický predstaviteľ modelovaných liniek má svoje špecifiká, ktoré treba brať do úvahy pri jeho návrhu a virtuálnom oživení. Tento článok má za cieľ tieto špecifiká uviesť a navrhnúť tak metodológiu virtuálneho oživenia takýchto výrobných liniek.
Koncepcia pre ručné montážne linky
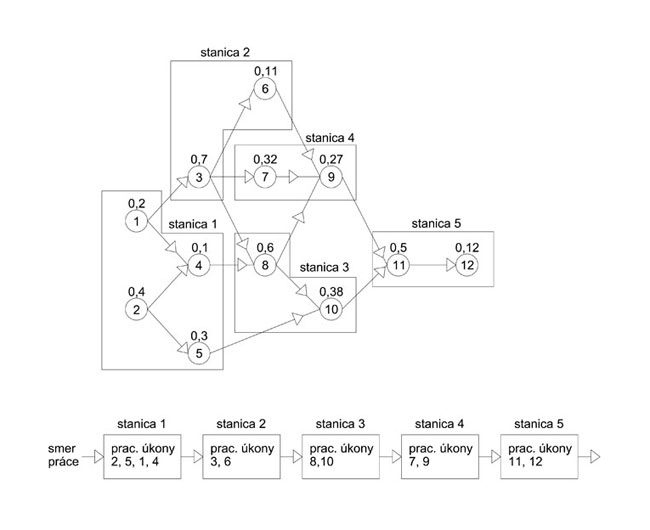
Koncepcia návrhu aj virtuálneho modelovania ručnej montážnej linky vychádza z algoritmov vyvažovania linky [1]. Cieľom týchto algoritmov je rozloženie celkového pracovného zaťaženia na montážnej linke rovnomerne medzi všetkých pracovníkov, resp. pracovné stanice. Výkon jednotlivých pracovných úkonov v jednej stanici je obmedzený predpokladaným výrobným taktom a poradím pracovných úkonov. Ďalej sa predpokladá prítomnosť len jedného pracovníka v jednej pracovnej stanici. Tieto algoritmy sú heuristické, založené na zdravom rozume a experimentoch. Je však zrejmé, že vychádzajú z exaktných matematických vzťahov, nerešpektujúc akúsi náhodnosť a premenlivosť skutočnej výroby. Ako prvé priblíženie k modelovaniu montážnej linky však dostatočne stačia. Takýto model sa používa predovšetkým na optimalizáciu materiálového toku takejto výroby.
Algoritmy vyvažovania liniek sú teda presné výpočtové postupy, ktoré priraďujú pracovné úkony jednotlivým pracovným staniciam na základe deterministických kvantitatívnych údajov. Avšak konštruktér takejto linky musí vziať do úvahy aj iné parametre, ktoré ovplyvňujú výkon linky a nie sú zohľadnené v týchto algoritmoch:
Efektivita linky
Efektivita linky je kritickým parametrom prevádzky montážnej linky. Ak nefunguje celá linka, všetci pracovníci v linke sú nečinní. Snahou musí byť udržovať efektivitu linky blízku k 100 %. To možno dosiahnuť aj pomocou implementácie preventívneho programu údržby (minimalizácia výpadkov linky), zamestnaním dobre vycvičeného údržbárskeho personálu, spravovaním vstupných komponentov (nevznikne deficit dielcov) a dôrazom na najvyššiu kvalitu vstupných komponentov od dodávateľov.
Metódy analýzy
Metódy analýzy predstavujú štúdiu ľudskej pracovnej aktivity s cieľom zistiť, ako tieto aktivity vykonávať s menším úsilím, v kratšom čase a s väčšou účinnosťou. Takáto analýza je základným krokom pri návrhu montážnej linky, pretože treba definovať pracovné úkony na vyváženie linky. Navyše analýzu možno použiť počas prevádzky linky na určenie úzkych miest linky. Správna analýza môže viesť k zvýšeniu efektivity pracovníkov, lepšiemu rozmiestneniu vybavenia, návrhu špeciálnych nástrojov alebo príslušenstva na uľahčenie pracovných úkonov alebo k zmenám v dizajne výrobkov.
Členenie pracovných úkonov
Minimálny racionálny pracovný úkon je definovaný ako malé množstvo práce, ktoré nemožno ďalej deliť. Je rozumné definovať takéto úlohy pri montáži daného výrobku, hoci v niektorých prípadoch možno technicky rozčleniť takýto minimálny pracovný úkon. Rozčlenenie minimálnych pracovných úkonov sa aplikuje predovšetkým na úzkych miestach linky. Minimálny pracovný úkon sa potom vykonáva na dvoch alebo viacerých priľahlých staniciach, čím sa zvyšuje rýchlosť výroby a životnosť nástrojov.
Zdieľanie pracovných úkonov medzi dvoma susednými pracovnými stanicami
Ak pracovný úkon v jednej stanici vytvára úzke miesto linky v tejto stanici, zatiaľ čo susedná stanica má dlhší čas nečinnosti, možno tento pracovný úkon zdieľať medzi týmito stanicami (napr. alternovaním pracovných úkonov každý výrobný takt).
Obslužní pracovníci
Tí môžu byť použití na zmiernenie preťaženia v pracovných staniciach, ktoré sú dočasne preťažené.
Zmena rýchlosti práce v mechanizovaných staniciach
Ak pracovná stanica vykonáva mechanizované operácie (napr. vŕtanie), rýchlosť zásobovania stanice alebo samotnej operácie môže byť zvýšená alebo znížená podľa času potrebného na vykonanie operácie. Ak mechanizovaná operácia trvá príliš dlho, treba zrýchliť zásobovanie alebo rýchlosť operácie. Naopak, ak mechanizovaný proces trvá krátko a stanica je dlho nečinná, treba spomaliť zásobovanie alebo rýchlosť operácie. Spomalením zásobovania alebo rýchlosti operácie sa zvyšuje životnosť nástrojov. Zvýšenie alebo spomalenie zásobovania a rýchlosti operácie musí zohľadňovať efektívnu výmenu nástrojov tak, aby nedošlo k výpadku činnosti celej linky.
Predmontáž súčiastok
Aby sa zmenšilo celkové množstvo práce na montážnej linke, niektoré čiastkové montáže môžu byť vykonané ešte pred vstupom na linku (napr. iná montážna bunka alebo kúpa u dodávateľa). Aj keď to môže vyzerať len ako presun práce z miesta na miesto, existuje niekoľko dôvodov, prečo organizovať montážne práce takýmto spôsobom: vyžadovaný pracovný proces môže byť zložitý na implementáciu na montážnej linke, celková dĺžka výrobného taktu môže byť vyššia pri vykonávaní takýchto operácií na montážnej linke a špecializácia výrobného subsystému na istú predmontáž môže viesť k zvýšeniu kvality výrobkov.
Skladové zásobníky medzi pracovnými stanicami
Skladový zásobník je miesto na linke, kde sú dočasne uložené výrobky. Dôvodom na zavádzanie skladových zásobníkov je hromadenie výrobkov medzi dvoma stanicami, ktorých rýchlosť výroby je odlišná, plynulosť výroby medzi stanicami s veľkými rozdielmi v dĺžke výrobných taktov a trvalá výroba niektorých častí linky, ak iné časti linky sú dočasne nefunkčné. Využívaním skladových zásobníkov sa zvyšuje efektivita linky.
Zónovanie a iné obmedzenia
Zónovanie obmedzuje spájanie pracovných úkonov a ich priradenie jednotlivým pracovným staniciam. Pozitívne obmedzenie vyplývajúce zo zónovania znamená, že niektoré pracovné úkony môžu byť spojené v jednej pracovnej stanici. Negatívne obmedzenie vyplývajúce zo zónovania znamená, že niektoré pracovné úkony si prekážajú a nemôžu byť vykonávane vedľa seba (napr. jemné úpravy nemôžu byť vykonávané vedľa vyklepávania). Medzi iné obmedzenia rozmiestnenia pracovných staníc patrí predovšetkým pozičné obmedzenie. Takéto obmedzenie sa týka najmä montáže veľkých výrobkov, keď je pre jedného pracovníka náročné vykonávať pracovné úkony na oboch stranách výrobku. V takomto prípade sa v pracovnej stanici nachádza viac pracovníkov na oboch stranách montážnej linky.
Paralelné pracovné stanice
Na vyváženie linky sa niekedy používajú paralelné pracovné stanice. Najčastejšou aplikáciou paralelných pracovných staníc je prípad, keď má pracovná stanica nezvykle dlhý výrobný takt, čo vedie k nízkej rýchlosti výroby celej linky. V tomto prípade sa nasadzuje paralelná stanica vykonávajúca rovnaké úlohy, čím dochádza k eliminácii úzkeho miesta linky. Konvenčné algoritmy vyvažovania linky neuvažujú s používaním paralelných staníc.
Literatúra
[1] DUCHOŇ, František: Výrobné systémy a CIM. Bratislava: Nakladateľstvo STU 2015. 311 s. ISBN 978-80-227-4446-1.
[2] RILEY, F. J.: Assembly Automation. New York: Industrial Press, Inc., 1983.
[3] SOLBERG, J. J.: Capacity Planning with a Stochastic Workflow Model. In: AIIE Transactions, 1981, vol. 13, iss. 2, pp. 116 – 122.
Poďakovanie
Publikácia vznikla v rámci riešenia projektu Výskum pokročilých technológií tvárnenia a spájania materiálov a robotizácie technologických procesov vo výrobe komponentov dopravných prostriedkov, ktorý je podporovaný Ministerstvom školstva, vedy, výskumu a športu SR v rámci poskytnutých stimulov pre výskum a vývoj zo štátneho rozpočtu v zmysle zákona č. 185/2009 Z. z. o stimuloch pre výskum a vývoj.
František Duchoň
Andrej Babinec
Martina Dekanová
Maroš Mudrák
Stanislav Korec
Národné centrum robotiky, o. z.
www.nacero.sk
