



Koncepcia automatizovaných výrobných liniek
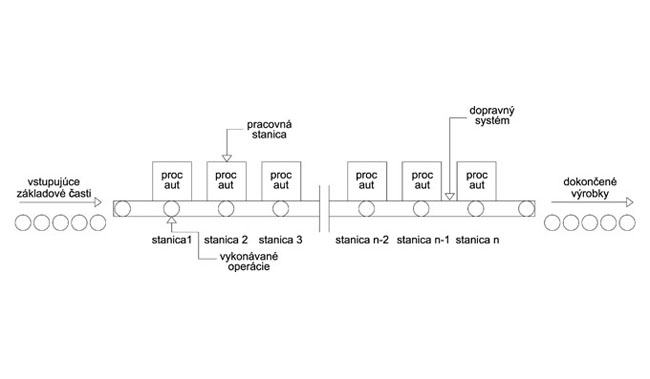
Automatizovaná výrobná linka pozostáva z viacerých pracovných staníc, ktoré sú automatizované a vykonávajú výrobné operácie. Pracovné stanice sú spojené dopravným systémom, ktorý prenáša výrobky alebo dielce z jednej stanice do druhej. Automatizované výrobné linky sa používajú v prípadoch, keď sa vyžaduje vysoká kvantita výroby dielcov alebo výrobkov.
Podobne ako pri ručných montážnych linkách, na základnú analýzu materiálového toku sa využívajú algoritmy vyvažovania linky. Celková práca musí byť takisto rovnomerne rozdelená medzi jednotlivé pracovné stanice. Pri automatizovaných výrobných linkách celková práca pozostáva zo sekvencie výrobných operácií. Čas vykonania týchto operácií je limitovaný použitými technológiami. Príkladom je obrábacia automatizovaná výrobná linka, kde vŕtanie musí predchádzať rezaniu a pod. Tieto obmedzenia vyplývajúce z poradia jednotlivých operácií sú výrazným obmedzením pri vykonávaní sekvencie operácií. Celkový čas výroby výrobku pri zavedení sekvencie operácií závisí od dĺžky vykonania operácií v jednotlivých pracovných staniciach.
V komplexnom a integrovanom systéme, akým je automatizovaná výrobná linka, zlyhanie jedného výrobného prvku spôsobí zastavenie celého systému. Primárnym cieľom pri návrhu automatizovanej výrobnej linky je zabezpečenie čo najväčšej spoľahlivosti celého systému.
Návrh a virtuálne oživenie automatizovanej výrobnej linky spočíva predovšetkým v nastavení kapacity skladových zásobníkov. Skladové zásobníky delia linku na úseky, ktoré môžu pracovať nezávisle počas niekoľkých výrobných taktov. Počet taktov je priamo úmerný skladovej kapacite zásobníka. Na ohodnotenie efektivity skladových zásobníkov existujú dva extrémne prípady: žiadna kapacita skladových zásobníkov a nekonečná kapacita skladových zásobníkov. Pri predpoklade, že všetky úseky linky majú rovnaký ideálny výrobný takt Tc, potom ak skladové zásobníky nemajú žiadnu kapacitu, linka sa správa ako jeden úsek. Ak príde k poruche jednej pracovnej stanice, zastaví sa celá linka. Efektivita linky pri nulovej kapacite skladových zásobníkov je definovaná:
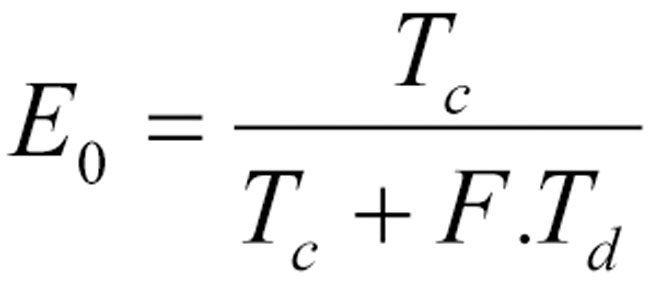
kde F je frekvencia odstávok linky (počet odstávok za jeden výrobný takt) a Td priemerný čas odstávky.
Opačným extrémom je teoretický prípad, keď majú všetky skladové zásobníky nekonečnú kapacitu a sú nainštalované medzi všetkými susednými pracovnými stanicami. Pri predpoklade, že každý zásobník je plný na polovicu svojej kapacity (t. j. každý úsek má nekonečnú dodávku vstupov aj kapacitu na uloženie výstupu), potom je každý úsek nezávislý od zvyšných úsekov. To znamená, že nikdy nepríde k zablokovaniu celej linky pre poruchu v akejkoľvek pracovnej stanici. V skutočnosti nemožno takýto prípad realizovať.
Vo všeobecnosti platí, že celková efektivita linky so skladovými zásobníkmi je obmedzená úzkym miestom linky. Rýchlosť výroby je obmedzená najpomalšou pracovnou stanicou. Stanice za touto najpomalšou stanicou môžu pracovať výstupnou rýchlosťou najpomalšej stanice, inak sú nečinné. Ak stanice pred najpomalšou stanicou pracujú rýchlejšie ako najpomalšia stanica, hromadia sa zásoby v skladových zásobníkoch. Efektivita úseku k je určená:
Celková efektivita linky je určená:
kde k = 1, 2, …, K a index ? identifikuje efektivitu linky, ktorej skladové zásobníky majú nekonečnú kapacitu. Zavedením jedného alebo viacerých skladových zásobníkov do automatizovanej výrobnej linky sa celková efektivita linky zvyšuje nad E0, avšak nikdy nedosiahne hodnotu E∞. Aktuálna efektivita linky je určená kapacitou skladových zásobníkov b:

Rovnice pomáhajú pri návrhu a chápaní prevádzky automatizovaných výrobných liniek. Vo všeobecnosti možno tvrdiť:
- Ak E.0 a E∞ majú skoro rovnaké hodnoty, potom možno dosiahnuť len malé zlepšenie efektivity linky. Ak je E∞ oveľa väčšie ako E.0, potom sa zavedením skladových zásobníkov dosiahne výrazné zlepšenie efektivity linky.
- Pri automatizovanej výrobnej linke by mali byť pracovné stanice rozdelené do úsekov tak, aby efektivita úsekov bola približne rovnaká. V takom prípade sa dosiahne maximálny rozdiel medzi E.0 a E∞ a nevznikne výrazne úzke miesto na linke.
- Ak je niektorý zo skladových zásobníkov neustále plný alebo prázdny, potom rýchlosť výroby susedných úsekov nie je v rovnováhe.
- Maximálna efektivita linky je dosiahnutá buď umiestnením skladových zásobníkov medzi každú susednú dvojicu pracovných staníc, alebo použitím skladových zásobníkov s veľkou kapacitou.
- Pre automatizované výrobné linky platí zákon klesajúcich výnosov: so zvyšujúcim sa počtom skladových zásobníkov a so zvyšujúcou sa kapacitou skladových zásobníkov sa efektivita linky zvyšuje stále klesajúcim tempom.
Koncepcia automatizovaných montážnych liniek
Automatizovaná montáž predstavuje používanie mechanizovaných a automatizovaných zariadení na vykonávanie rôznych montážnych úloh vo výrobe. Napriek tomu, že väčšinou sa nasadzujú do priemyslu manuálne montážne linky, výrazne vyššia produktivita umožňuje aplikovanie automatizovaných montážnych liniek. Väčšina týchto liniek je navrhnutá tak, aby vykonávali pevnú sekvenciu montážnych krokov na špecifickom výrobku. Automatizované montážne linky sa inštalujú, ak sú splnené tieto podmienky:
- vysoký dopyt po výrobkoch – v miliónoch jednotiek,
- stabilný dizajn výrobku – akákoľvek zmena v dizajne výrobku znamená zmenu nástrojov v pracovných staniciach a pravdepodobne aj zmenu v sekvencii montážnych operácií, čo môže byť veľmi nákladné,
- obmedzený počet prvkov montáže – odporúčané množstvo prvkov montáže je okolo tuctu [2],
- dizajn výrobku vhodný na automatizovanú montáž.
Automatizované montážne linky vyžadujú vysoké začiatočné investičné náklady. Tieto investície sú však menšie ako pri automatizovaných výrobných linkách, pretože výrobky sú obvykle menšie a montážne operácie nevyžadujú toľko mechanickej sily a energie ako napríklad obrábanie. Pri rovnakom počte pracovných staníc sú automatizované montážne linky menšie ako automatizované výrobné linky.
Automatizovaná montážna linka vykonáva sekvenciu automatizovaných montážnych operácií s cieľom spájať niekoľko súčiastok (dielcov, komponentov) do jedného celku. Tento celok môže predstavovať finálny výrobok alebo čiastkovú zostavu pre väčší výrobok. V mnohých prípadoch sa celok skladá zo základovej časti, ku ktorej sú pripájané ďalšie súčiastky. Tieto súčiastky sú obvykle pripájané po jednej, takže montáž sa dokončuje postupne. Typický automatizovaný montážny systém pozostáva z jednej alebo viacerých pracovných staníc, v ktorých sa vykonávajú montážne kroky (resp. operácie), zo vstupných zariadení, ktoré dodávajú jednotlivé súčiastky montáže do pracovných staníc, a z dopravných systémov prenášajúcich súčiastky alebo montážny celok.
Na základe modelov používaných na modelovanie týchto liniek [1] platia pri návrhu automatizovaných montážnych liniek tieto zásady:
- Dopravný systém linky musí byť navrhnutý tak, aby dodával súčiastky rýchlosťou väčšou alebo rovnakou, ako je rýchlosť montáže. Inak je výkon linky obmedzený dopravným systémom a nie montážnou technológiou.
- Kvalita súčiastok v automatizovanej montážnej linke má významný efekt na výkon linky. Zlá kvalita súčiastok môže mať za následok zaseknutie stanice, a teda aj celej linky (negatívny efekt na rýchlosť výroby, efektivitu linky a náklady na jeden výrobok), alebo montáž chybných súčiastok do výrobku (negatívny efekt na podiel bezchybných výrobkov a náklady na jeden výrobok).
- Zlá kvalita dielcov a nízka spoľahlivosť pracovných staníc spôsobuje pri zvýšení počtu pracovných staníc zníženie efektivity a rýchlosti výroby.
- Dĺžka výrobného taktu viacstaničnej automatizovanej montážnej linky je určená rýchlosťou najpomalšej pracovnej stanice. Počet montážnych úloh je dôležitý len z hľadiska spoľahlivosti linky.
- Jednostaničná automatizovaná montážna linka má oproti viacstaničnej automatizovanej montážnej linke s rovnakými montážnymi operáciami nižšiu rýchlosť výroby, ale vyššiu efektivitu linky.
- Viacstaničné automatizované montážne linky sú vhodné pri vysokej kvantite výroby a dlho trvajúcej výrobe. Jednostaničné automatizované montážne linky sú vhodné pri strednej kvantite výroby.
- V čiastočne automatizovaných montážnych linkách by sa mali používať skladové zásobníky, ktoré oddelia manuálne pracovné stanice od vplyvu porúch automatizovaných staníc. Použitie skladových zásobníkov zvyšuje rýchlosť výroby a znižuje náklady na jeden výrobok.
- Manuálna stanica by mala byť nahradená automatizovanou len v prípade, ak sa znižuje výrobný takt v takej miere, že dochádza ku kompenzácii nižšej spoľahlivosti.
Koncepcia pružných výrobných systémov
Pružný výrobný systém (PVS) je vysoko automatizovaný výrobný systém obsahujúci skupinu výrobných pracovných staníc prepojených automatizovaným dopravným a skladovým systémom a riadených pomocou distribuovaného počítačového systému. Pružnosť VS je podmienená schopnosťou výroby rôznych typov výrobkov súčasne vo viacerých pracovných staniciach. Kombinácia typov výrobkov a množstva výroby v PVS môže byť jednoducho upravená vzhľadom na požiadavky výroby.
Žiadny výrobný systém nemôže byť úplne pružný. Existujú obmedzenia v rozsahu dielcov a výrobkov, ktoré možno vyrábať v PVS. PVS je navrhnutý na výrobu výrobkov definovaného rozsahu typov, veľkostí a výrobných procesov. Inými slovami, PVS je schopný vyrábať jeden výrobný rad alebo obmedzený rozsah výrobných radov. Aby bol výrobný systém pružný, musí:
- mať schopnosť identifikovať a rozpoznávať odlišné výrobky alebo typy výrobkov vyrábaných systémom,
- mať schopnosť rýchlej zmeny výrobných inštrukcií,
- mať schopnosť rýchlej premeny fyzického rozloženia.
Definícia pružnosti platí pre automatizované aj manuálne výrobné systémy. V manuálnych výrobných systémoch zabezpečujú pružnosť pracovníci. Aby mohol byť výrobný systém označený za pružný, musí spĺňať tieto kritériá:
1. Test rozmanitosti výrobkov. Môže systém vyrábať odlišné výrobky v nesériovej výrobe?
2. Test zmeny plánovania. Môže systém ľahko prijať zmeny v plánovaní výroby, t. j. zmenu kombinácie výrobkov alebo kvantity výroby?
3. Test zotavenia z porúch. Je systém schopný reagovať na poruchy a odstávky zariadení bez zastavenia výroby?
4. Test nového výrobku. Môže byť nový výrobok zaradený do výroby s relatívnou ľahkosťou?
Ak sú odpovede na všetky štyri otázky áno, potom je výrobný systém pružný.
Dôležité odhady výkonu PVS môžu byť matematicky opísané deterministickým modelom, ktorý sa nazýva model úzkeho miesta [3]. Aj keď má isté obmedzenia, tento model je jednoduchý a intuitívny. Pomocou modelu úzkeho miesta možno odhadnúť rýchlosť výroby, počet pracovných staníc a pod. Pojem úzke miesto systému odráža fakt, že systém má obmedzený výstup výroby vzhľadom na konštantný tok materiálu v systéme. Model možno aplikovať na akýkoľvek výrobný systém, ktorý „má“ úzke miesto.
Medzi dôležité parametre na posudzovanie vlastností PVS patrí rýchlosť výroby pre všetky výrobky, rýchlosť výroby jednotlivých výrobkov, využitie pracovných staníc a počet aktívnych serverov (stroje schopné vykonávať rovnaké operácie) v každej stanici. Tieto parametre sa odhadujú za predpokladu, že PVS vyrába s maximálnou možnou rýchlosťou. Rýchlosť výroby PVS je obmedzená úzkym miestom v systéme, ktoré predstavuje stanicu s najvyšším pracovným zaťažením na jeden server. Pracovné zaťaženie na jeden server možno stanoviť pre každú stanicu ako pomer pracovného zaťaženia pracovnej stanice a počet serverov v stanici. Úzke miesto v systéme je potom identifikované nájdením maximálnej hodnoty tohto pomeru. Medzi stanice treba zaradiť aj dopravný systém, pretože aj ten môže predstavovať úzke miesto v systéme.
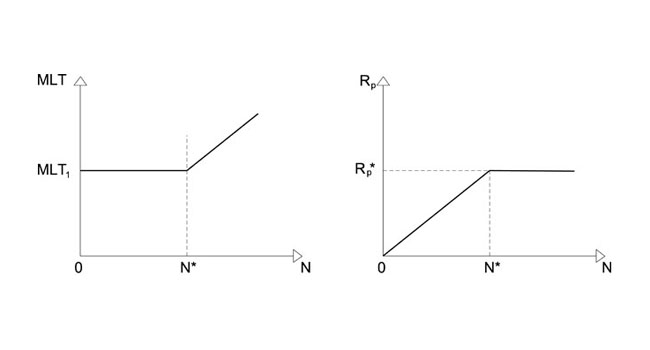
Model úzkeho miesta predpokladá, že úzke miesto systému je využité na 100 %, a teda neexistujú žiadne oneskorenia pre rady v systéme a v systéme je dostatok výrobkov. Model úzkeho miesta je optimistický a pre realistický odhad systému by mal byť použitý skôr poradový model s možnosťou zohľadniť vývoj systému v čase. Takýto model je však výpočtovo náročný. Iným prístupom je rozšírenie modelu úzkeho miesta o uzavretú sieť radov v PVS. V tejto sieti sa vždy nachádza istý počet výrobkov. Nech N označuje počet výrobkov v systéme. Ak je výrobok dokončený a opustí PVS, takmer okamžite do systému vstupuje iný výrobok, takže N zostáva konštantné. Nový výrobok môže a nemusí mať rovnaké smerovanie výroby ako ten, ktorý práve opustil výrobný systém. Smerovanie výroby je určené na základe pravdepodobnosti. Ak je N príliš malé (oveľa menšie ako počet pracovných staníc), niektoré stanice budú nečinné pre nedostatok výrobkov v systéme. Niekedy môže byť nečinným dokonca aj úzke miesto v systéme. Nízka je teda aj rýchlosť výroby. Ak je N príliš veľké (oveľa väčšie ako počet pracovných staníc), potom je systém preplnený, čo vytvára rady výrobkov pred pracovnými stanicami. V tomto prípade je rýchlosť výroby vysoká, avšak množstvo nedokončených výrobkov v systéme je tak isto vysoké, čím sa predlžuje čas výroby jedného výrobku. Rozhodnutie, či je N veľké alebo malé, závisí od kritickej hodnoty N* [1].
Pod hranicou N* je doba výroby jedného výrobku konštantná a rýchlosť výroby klesá s klesajúcim N. Doba výroby jedného výrobku nemôže byť menšia ako súčet dĺžky výrobných taktov pracovných staníc a doby prenosu výrobkov medzi stanicami. Preto je konštantná. Rýchlosť výroby v tomto prípade klesá, pretože pracovné stanice sú pre nízke hodnoty N nečinné. Nad hranicou N* je rýchlosť výroby rovná Rp* (maximálna rýchlosť výroby) a doba výroby jedného výrobku stúpa. Rýchlosť výroby nemôže byť väčšia ako výstupná kapacita úzkeho miesta systému, preto je konštantná. Doba výroby jedného výrobku stúpa, pretože sa v systéme nachádzajú nedokončené výrobky. Zdá sa, že optimálnou hodnotou N je N*. V tomto prípade je doba výroby jedného výrobku na minimálnej možnej hodnote a rýchlosť výroby je na maximálnej možnej hodnote. Rozšírený model úzkeho miesta je však len hrubým odhadom výkonu PVS, ktorý nezahŕňa rozloženie PVS, vplyv dopravného a skladového systému a vplyv iných faktorov. Preto je vhodnejšie používať komplexné modely a počítačové simulácie PVS.
Model úzkeho miesta systému môže byť použitý na určenie počtu serverov v pracovných staniciach potrebných na dosiahnutie špecifikovanej rýchlosti výroby. Takýto výpočet je vhodné použiť na určenie veľkosti systému pri jeho návrhu. Vstupmi do tohto výpočtu je známa kombinácia výrobkov a smerovanie výroby a dĺžky výrobných taktov v jednotlivých staniciach. Z týchto parametrov možno stanoviť pre každú stanicu priemerné pracovné zaťaženie.
Napriek obmedzeniam umožňujú model úzkeho miesta a rozšírený model úzkeho miesta odhadnúť návrh a prevádzku PVS:
- Pre danú kombináciu výrobkov je celková rýchlosť výroby PVS obmedzená výrobnou kapacitou úzkeho miesta systému. Úzke miesto systému je pracovná stanica s maximálnym pracovným zaťažením.
- Ak možno meniť rýchlosť výroby výrobkov, potom možno zvýšiť celkovú rýchlosť výroby PVS zvýšením využitia pracovných staníc, ktoré nie sú úzkym miestom systému.
- Počet výrobkov v PVS by mal byť vždy vyšší ako počet serverov v systéme. Pravdepodobným optimom je pomer dvoch výrobkov na jeden server pri predpoklade rovnomernej distribúcie pracovných jednotiek v systéme, t. j. pred každou stanicou čaká jeden výrobok.
- Ak je počet nedokončených výrobkov v systéme príliš malý, rýchlosť výroby systému je nízka.
- Ak je počet nedokončených výrobkov v systéme príliš veľký, doba výroby jedného výrobku sa predĺži, avšak rýchlosť výroby zostáva konštantná.
V prvom priblížení možno použiť model úzkeho miesta na odhad počtu serverov v jednotlivých staniciach na dosiahnutie špecifikovanej rýchlosti výroby celého systému.
Poďakovanie
Publikácia vznikla v rámci riešenia projektu Výskum pokročilých technológií tvárnenia a spájania materiálov a robotizácie technologických procesov vo výrobe komponentov dopravných prostriedkov, ktorý je podporovaný Ministerstvom školstva, vedy, výskumu a športu SR v rámci poskytnutých stimulov pre výskum a vývoj zo štátneho rozpočtu v zmysle zákona č. 185/2009 Z. z. o stimuloch pre výskum a vývoj.
František Duchoň
Andrej Babinec
Martina Dekanová
Maroš Mudrák
Stanislav Korec
Národné centrum robotiky, o. z.
www.nacero.sk
