


Projekt je zameraný na použitie kompozitných materiálov, ktoré majú nízku hmotnosť a umožňujú väčšiu flexibilitu v dizajne a vo výrobe komponentov. Kompozitné materiály majú potenciál na podporu prechodu na model obehového hospodárstva, ktorý sa podľa odhadov do roku 2030 vyšplhá do úrovne 4,5 miliardy dolárov. Preto sa ku komponentom vytvoreným v rámci projektu nastavuje aj biznis model založený na obehovom hospodárstve.
Projekt VACMT sa zameriava na dodávateľský reťazec pre existujúce automobilové vozidlá a skúma, ako by sa spoločnosti v súčasnom dodávateľskom reťazci mohli stať dodávateľmi elektricky poháňaných systémov a zároveň čeliť hlavným spoločenským výzvam v oblasti udržateľných pracovných miest a environmentálne udržateľných riešení. V rámci projektu bolo identifikovaných päť prípadových štúdií pre švédske malé a stredné podniky:
- bipolárne platne pre palivové články – vyvinuté spoločnosťou SSAC AB,
- štrukturálna batéria – vyvinutá spoločnosťou AIPS AB,
- otočné rameno – vyvinuté spoločnosťou Freno AB,
- H2 tlakové nádrže – vyvinuté spoločnosťou KonveGas AB,
- pomocný rám – vyvinutý spoločnosťou Volvo Car Corporation.
Pre každú prípadovú štúdiu bol navrhnutý výrobok, analyzovala sa vhodnosť použitých materiálov, navrhol sa výrobný proces optimalizovaný v digitálnom modeli a vykonala sa analýza požadovaných vlastností výroby a biznis modelu. V súčasnosti sú dokončené najmä nižšie opísané výrobné procesy. V prípade Volvo Car Corporation sa stále realizujú rokovania, ako výskumný proces realizovať. V prípade Freno AB došlo k celkovej zmene konceptu a dosiahnuté výsledky budú adaptované. Spoločnosť SSAC AB nesúhlasila so zverejnením výsledkov z pripravovaného konceptu výroby.
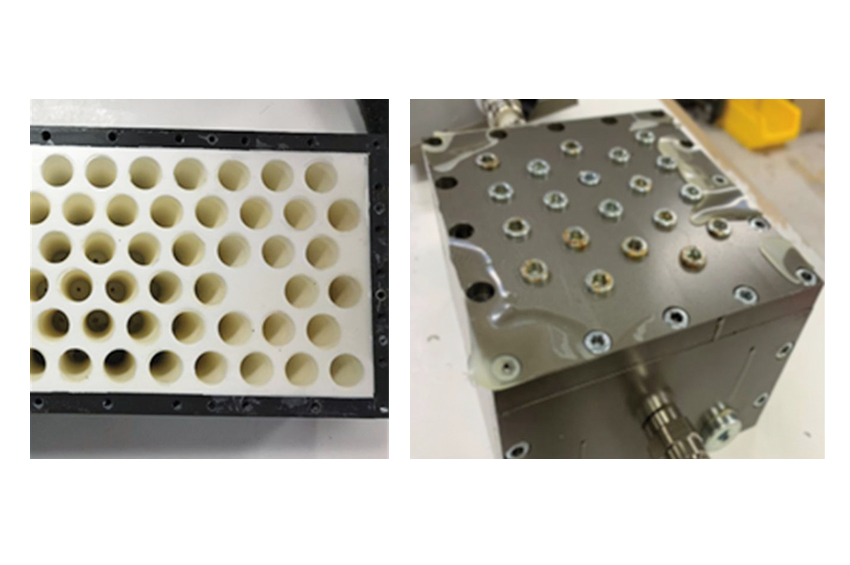
Prípadová štúdia AIPS AB
Spoločnosť AIPS vyvinula spolu s RISE materiál a metódu na výrobu konkurencieschopných batériových modulov na použitie v batériách v elektrických vozidlách. Materiálom je syntetická pena obsahujúca ľahké plnivá vyrobená pomocou nízkotlakového vstrekovania. Parametre procesu, ako sú vstupné/výstupné polohy, teplota vytvrdzovania a tlakový cyklus, boli vyladené tak, aby poskytovali kvalitnú syntetickú penu vyhovujúcu požiadavkám na mechanické a fyzikálne vlastnosti. Výsledný materiál má hustotu asi 500 – 700 kg/m3 v závislosti od pomeru zmesi plnív. Vykazuje niektoré veľmi sľubné mechanické vlastnosti, napríklad vysokú tuhosť a pevnosť. Aby bola koncepcia úspešná, treba preukázať výrazné zvýšenie tuhosti pre niekoľko zaťažovacích stavov. Je tiež dôležité vyhodnotiť obmedzenia koncepcie. Obmedzením môže byť napríklad komplikovaná výroba, vysoké náklady, vysoké napätie a napätie v moduloch, ktoré sa môže prenášať na mechanické zneužitie samotných článkov batérie, citlivosť na nárazové zaťaženie atď.
Podrobnosti, ktoré treba zvážiť v tejto štúdii, zahŕňajú:
- účinok pripevnenia batériových modulov s chladiacimi doskami k hornému aj dolnému krytu,
- účinok pripevnenia batériových modulov s chladiacimi doskami iba k spodnému krytu,
- účinok použitia kompozitného laminátového rámu okolo každého modulu batérie.
Navrhovanou konštrukciou batérie a krytu je rám z dutých obdĺžnikových hliníkových nosníkov, ktoré sú navzájom zvarené a spojené s dolným a horným plášťom z hliníkových plechov. Spodný kryt je spojený s nosníkmi kombináciou lepenia a skrutiek. Hrúbka plechu je 1 mm, duté nosníky majú hrúbku steny 2 mm. Vnútri krytu sú batériové moduly pripevnené k hliníkovým chladiacim doskám.
Prototyp formy bol navrhnutý a vyrobený na vykonávanie skúšok. Cieľom týchto skúšok bolo študovať plnenie formy pri rozličnom čase cyklu vytvrdzovania, vplyv odplynenia na plnenie formy, hodnotiť teplotu exotermickej reakcie a odhadnúť zmrštenie materiálu v rozličných cykloch vytvrdzovania a v závislosti od množstva recyklovaného materiálu pridaného do živice.
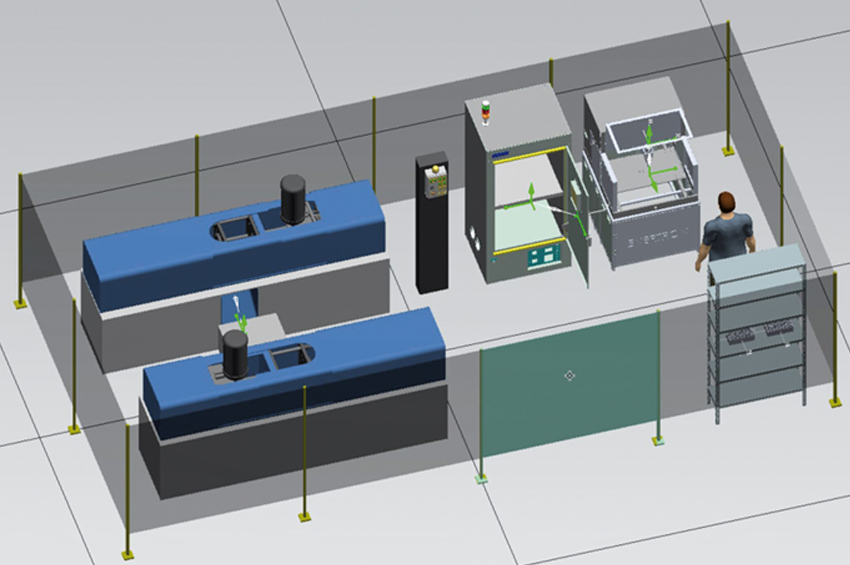
Hlavná aktivita STU bola zameraná na simuláciu výrobného procesu jedného batériového modulu. V prípade analyzovaného komponentu sa odporúča použiť stroj s odplyňovacími nádržami s miešaním pre tieto dve zložky materiálu. Na obrábanie sa odporúča použiť CNC stroj so zberačom prachu – na recykláciu materiálu. Pri malom a strednom objeme by sa mal prijať postup dvojitej výrobnej linky. Základná špecifikácia výroby bola definovaná v týchto krokoch: príprava formy (nástroja), vstrekovanie živice (plnenie formy, potom uzavretie výstupu a natlakovanie, uzavretie vstupu do formy, aby sa udržal tlak), náradie vložené do teplovzdušnej rúry (alebo iného kúrenia) a potom ochladenie, nástroj demontovaný na odformovanie, odformovanie dielu pri teplote nástroja <60 °C, vloženie do pece na dodatočné vytvrdenie a čistenie náradia.
Na primárne vyhodnotenie výrobného procesu boli použité dva vstrekovacie lisy. Každý z nich dokázal v danom okamihu vyrobiť iba jeden modul. Výrobný proces je organizovaný takto: predhrievanie, vstrekovanie živice a samotné lisovanie. Produkt je extrudovaný z formy pneumatickými ejektormi. Po vybratí z formy ho operátor presunie do priemyselnej pece, kde bude niekoľko z nich (max. 20) dodatočne vytvrdzovaných kontinuálnym spôsobom. Ďalším krokom je opracovanie otvorov na CNC stroji v požadovaných toleranciách. Vŕtanie je najrýchlejší proces. Po upevnení komponentu trvá maximálne 5 minút. Na obrázku možno vidieť virtuálny model celého výrobného procesu.
Z výsledkov vyplýva, že úzkym miestom je vstrekolis. To možno výrazne minimalizovať paralelizáciou výroby. V takom prípade by sa úzkym miestom výroby stala vytvrdzovacia pec. Tú však možno vymeniť za karuselový typ, čo túto časť výrazne urýchli. Simulácie, ktoré sa v súčasnosti vykonávajú, sa používajú na odhad najhoršieho možného riešenia. V takom prípade by bola ročná výroba modulov nízka až stredná. Pracovisko je pomerne náročné na ergonómiu a pravdepodobne by bolo potrebné použiť viac ako jedného ľudského operátora.
Prípadová štúdia od KonveGas
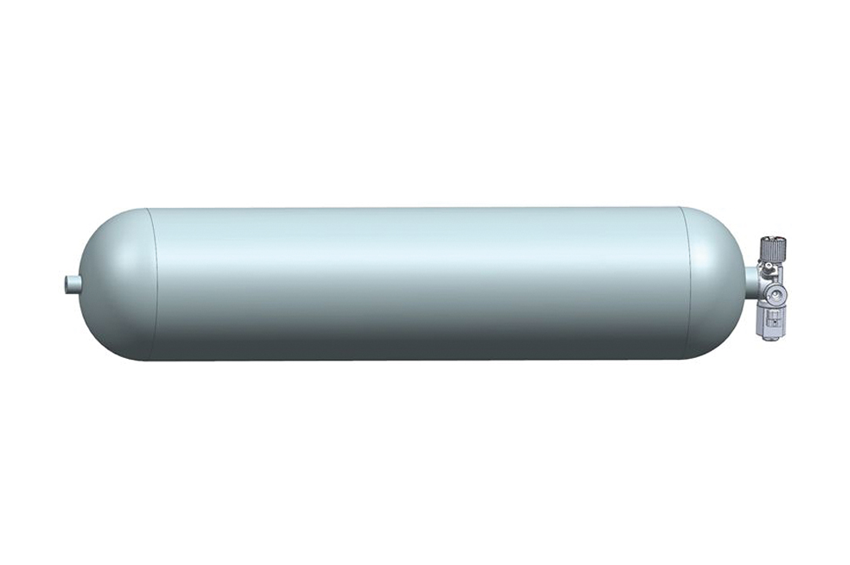
Spoločnosť KonveGas vyrába plynové nádrže ako alternatívny pohon k vozidlám s fosílnymi palivami. Po diskusiách v rámci tohto projektu má táto spoločnosť ambíciu vyvinúť a vyrábať kompozitné tlakové nádoby na vodík, ktorý je dôležitým medzikrokom pri prechode na elektrické vozidlá. Nádrže musia byť vyrobené s navíjaním mokrých uhlíkových vlákien a epoxidu a mali by odolať vnútornému pracovnému tlaku 700 barov. Nádrže musia mať vysokú kvalitu a pevnosť a nesmie z nich nič unikať, pretože vodík je veľmi priepustný plyn. Existuje niekoľko alternatív, ako dosiahnuť priepustnú bariéru vnútri nádoby. Jedným zo spôsobov je použitie kovovej vnútornej vrstvy. Ďalšou možnosťou je navinutie tenkých vrstiev pásov uhlíkových vlákien. Táto možnosť vytvára nielen bariéru, ale slúži aj ako nosná časť steny nádrže. Cieľom tohto výskumu je vyhodnotiť možnosť výroby tlakových nádob na skladovanie vodíka z kompozitného materiálu pre palivové články v automobilovom segmente. V rámci projektu boli realizované tieto úlohy: benchmarking existujúcich nádrží, návrh konštrukcie vodíkovej nádrže, vzory na navíjanie laminátu, simulácie procesu, výpočty a simulácie pevnosti, návrh typu priepustnej bariéry a vyhodnotenie vlastností kompozitného materiálu.
Výsledný návrh spočíva vo výrobe tlakovej nádrže z HiPer-tex (TM) W2020 17MIC 2400TEX C CRP-12E 250MM 100X128. Jedna nádrž je dlhá 920 mm a má priemer 210 mm. Je to pomerne ťažký výrobok vážiaci 9,5 kg. K dispozícii je vytvorený CAD model.
Z pohľadu výroby je to pomerne náročný výrobný proces, ktorý pozostáva z nasledujúcich krokov:
- stojan na cievkové cievky naložte cievkami s vláknami,
- zmiešajte živicu,
- skontrolujte plastovú vložku a puzdro,
- plastová vložka umiestnená na navíjacom vretene,
- zostavovanie štítkov,
- proces navíjania,
- umiestnenie valca v rúre na vytvrdnutie,
- kontrola:
– vizuálna kontrola (všetky),
– dôkaz skúšky tesnosti (všetky),
– Burst test (každá n-tá nádrž),
– dynamický únavový test (každá n-tá nádrž), - pripojte ventil,
- balenie a konečná vizuálna kontrola.
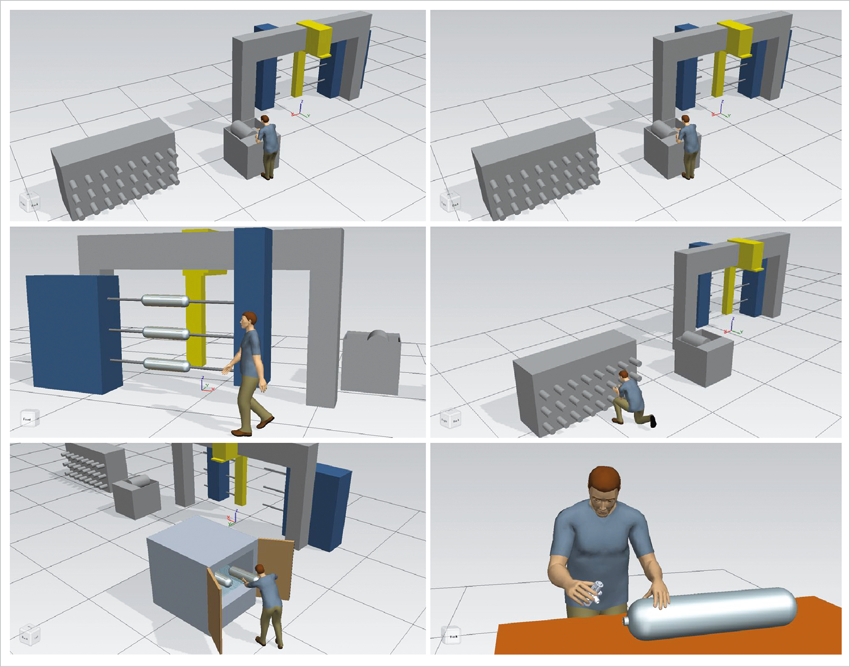
Spoločnosť používa CNC FILAMENT WINDING MACHINE-212 od CNC TECHNICS PVT. LTD. Návrh rozloženia výroby bol v tomto prípade vopred známy. Rovnako je kontrolný proces výroby dosť komplikovaný: skúšky odolnosti proti tlaku (100 %), skúšky roztrhnutím (1/300), únavové skúšky (1/1 000), vizuálna kontrola (100 %). Miera akceptácie je 98 – 99 %. Požadované množstvo výroby je 1 000 jednotiek ročne, pričom celá výroba by mala byť ručná a na maximálnej ploche 300 m2. Jednotlivé kroky z virtuálnych simulácií výroby možno vidieť na obrázkoch. V takomto výskumnom režime boli realizované výskumné simulácie a optimalizované parametre výroby. Špecifikum tohto prípadu je, že výroba už je čiastočne realizovaná a boli optimalizované predovšetkým kľúčové parametre, ako napríklad ergonómia celého pracoviska.
V rámci výskumu sa realizovalo niekoľko modelov samotného pracoviska. Optimálne parametre vykazujú zhruba 56-minútový výrobný takt, pričom za výrobný takt sa vyrobia tri nádrže. To je dosiahnuté istou paralelizáciou výrobného procesu. Celková rozloha výroby dosahuje zhruba 113 m2, čím sú opäť splnené požiadavky spoločnosti. Úzkym miestom linky je navíjací stroj, pričom existuje ešte možnosť zrýchlenia výroby v prípade zaobstarania druhého takéhoto stroja pre už existujúcu výrobu. Tým by mohli byť ostatné stroje lepšie využité. Keďže pracovisko obsluhuje ľudský operátor, bolo potrebné analyzovať počet týchto operátorov a ergonómiu pracoviska. Pracovisko je navrhnuté tak, aby všetky operácie s maximálnym využitím strojov obsluhoval iba jeden operátor, pričom bola optimalizovaná aj ergonómia celého procesu a pracoviska. Celkovo počas výrobného taktu operátor prejde 206 metrov, pričom chodí 4 minúty a 27 sekúnd. Tým je maximalizované jeho úsilie pre výrobný proces.
V rámci aktivít projektu možno ponúknuť realizované výskumné služby aj pre slovenských záujemcov. V minulosti sme sa pokúsili osloviť dodávateľské reťazce v automobilovom segmente na Slovensku. Avšak výsledkom bolo, že pozitívnu spätnú väzbu máme len od švédskych firiem. Ďalej možno spolupracovať na úrovni subdodávok týmto švédskym firmám, napríklad vo forme epoxidových živíc. V prípade záujmu nás neváhajte kontaktovať na uvedený e-mail.
František Duchoň
Andrej Babinec
Martin Lučan
Peter Cuninka
Milan Naď
Národné centrum robotiky, o.z.
frantisek.duchon@stuba.sk
