


V súčasnej dobe rozvoja nových technológií a neustáleho vývoja počítačovej techniky je nevyhnutnosťou zavádzanie nových riešení a úprav do výrobného procesu z dôvodu udržateľnosti na trhu. Základnými inováciami sa stávajú automatizácia výroby a robotizácia. Firmy požadujú čo najjednoduchšie riešenia ich problémov, samozrejme, za čo najnižšiu obstarávaciu cenu. Jedným z veľmi častých riešení je zvyšovanie výrobnej kapacity, čím dochádza k lepšiemu využitiu pracovného času.
Analýza pracovnej stanice a cyklových časov
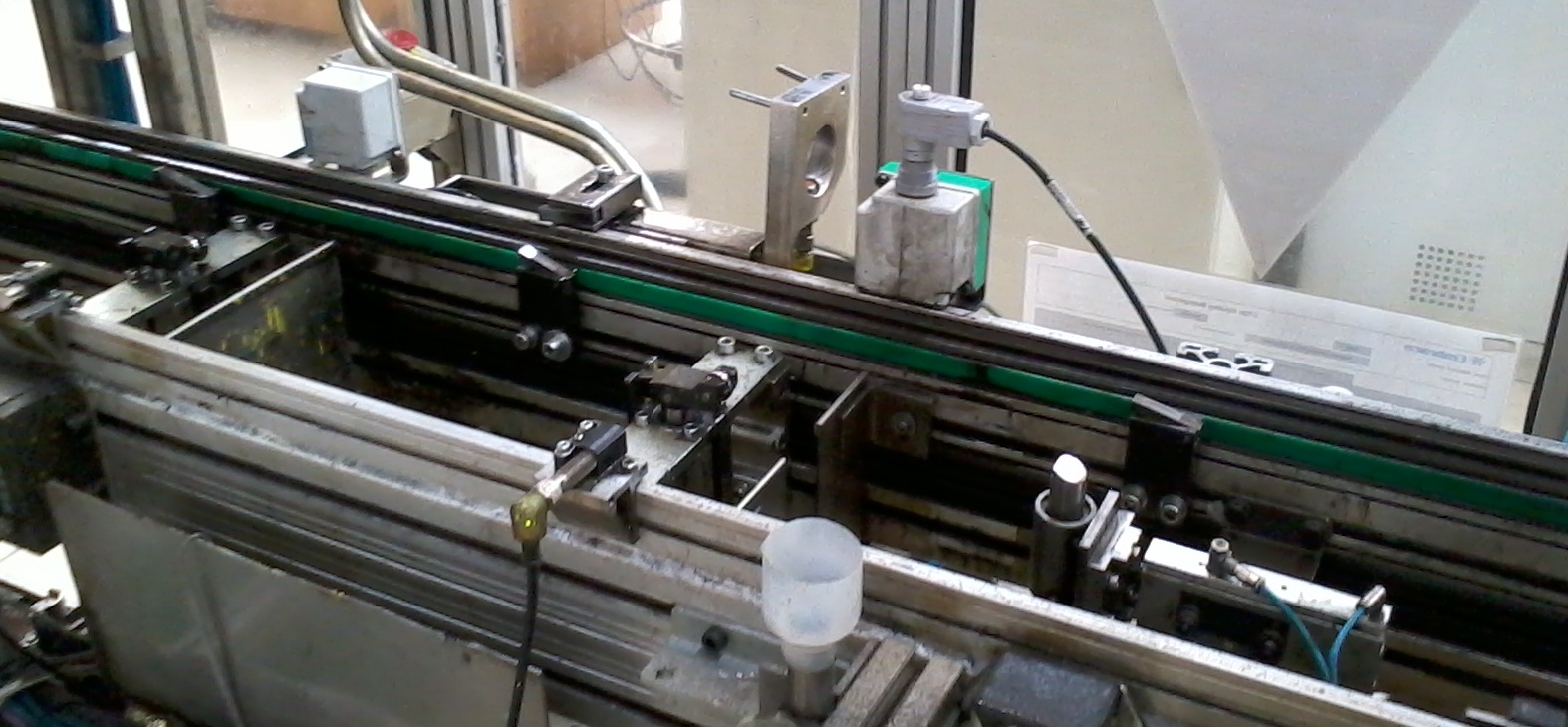
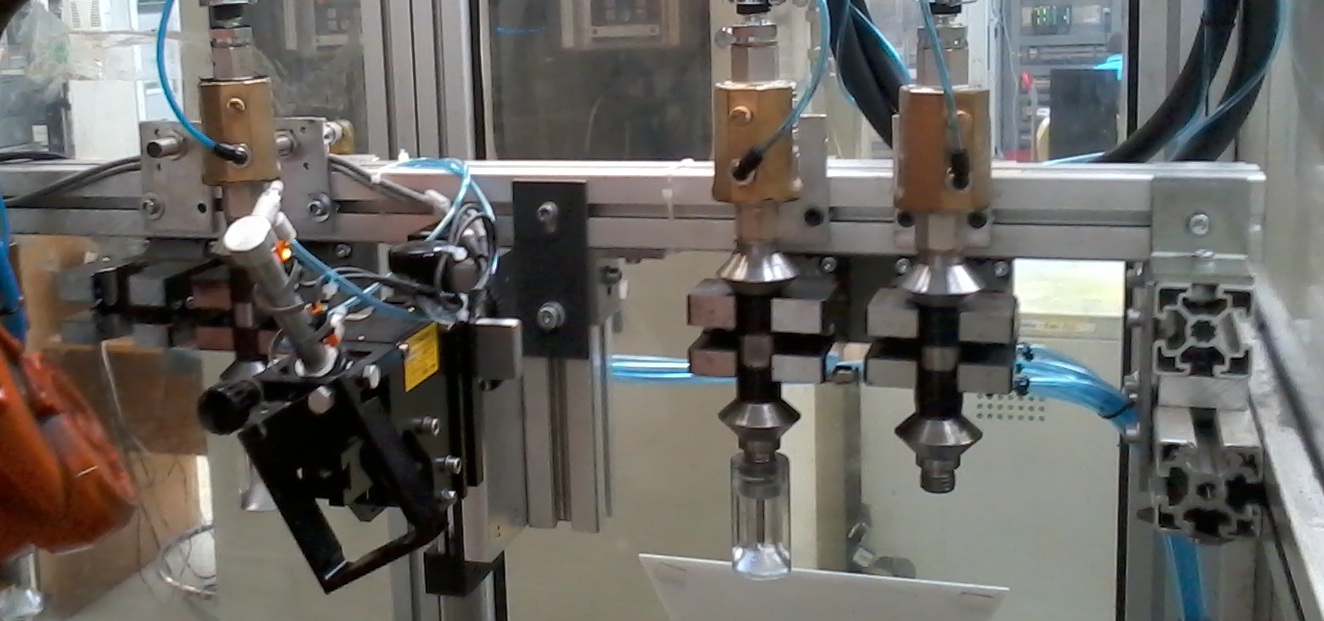
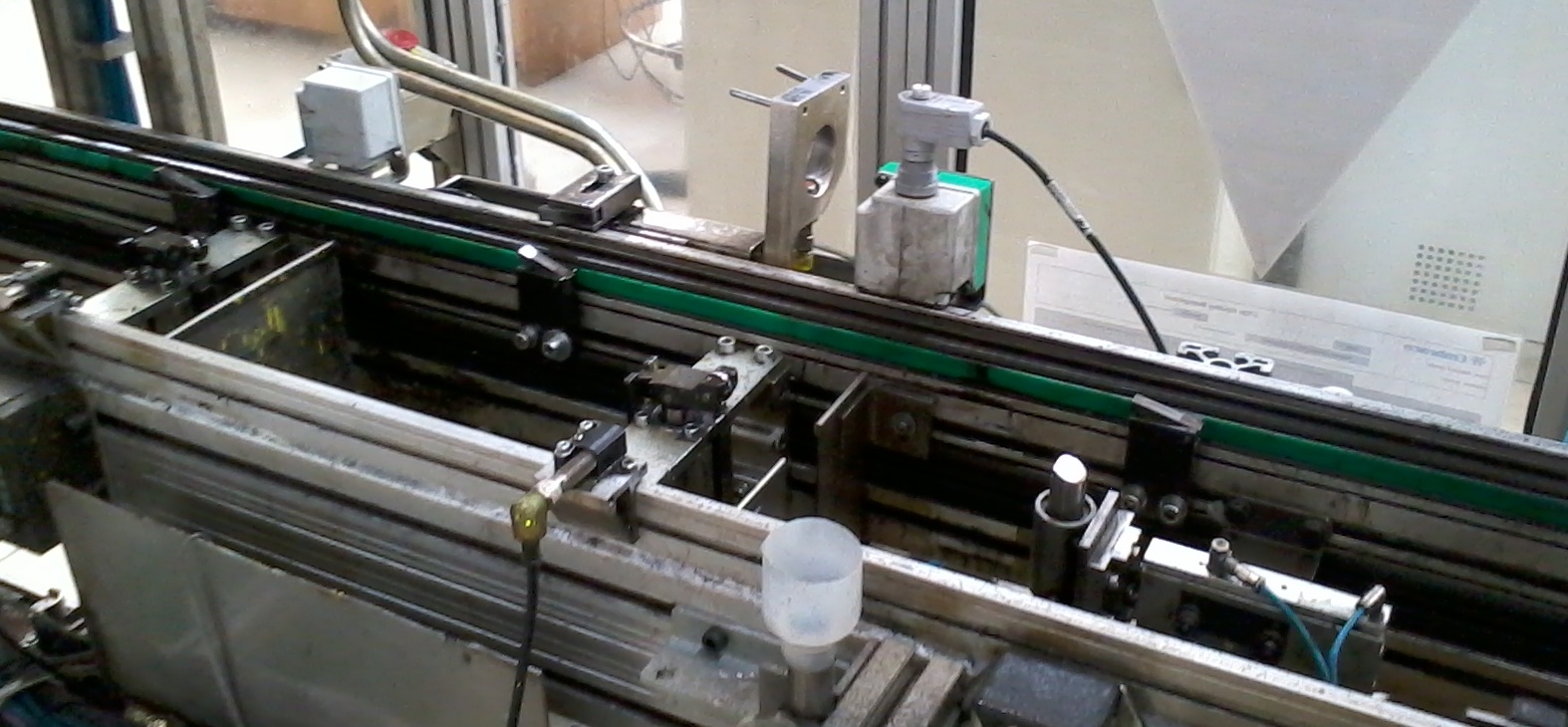
V tomto prípade opíšeme automatizovanú stanicu, v ktorej sa výrobok plní olejom. Výrobok prichádza do stanice na paletke po reťazovom dopravníku, pričom tá je zastavovaná zarážkou v presnej polohe. V tejto pozícii priemyselný robot ABB IRB 140 napojí na plniacu rúrku výrobku podľa požadovaného typu oleja jednu z dvoch plniacich pištolí (obr. 1).
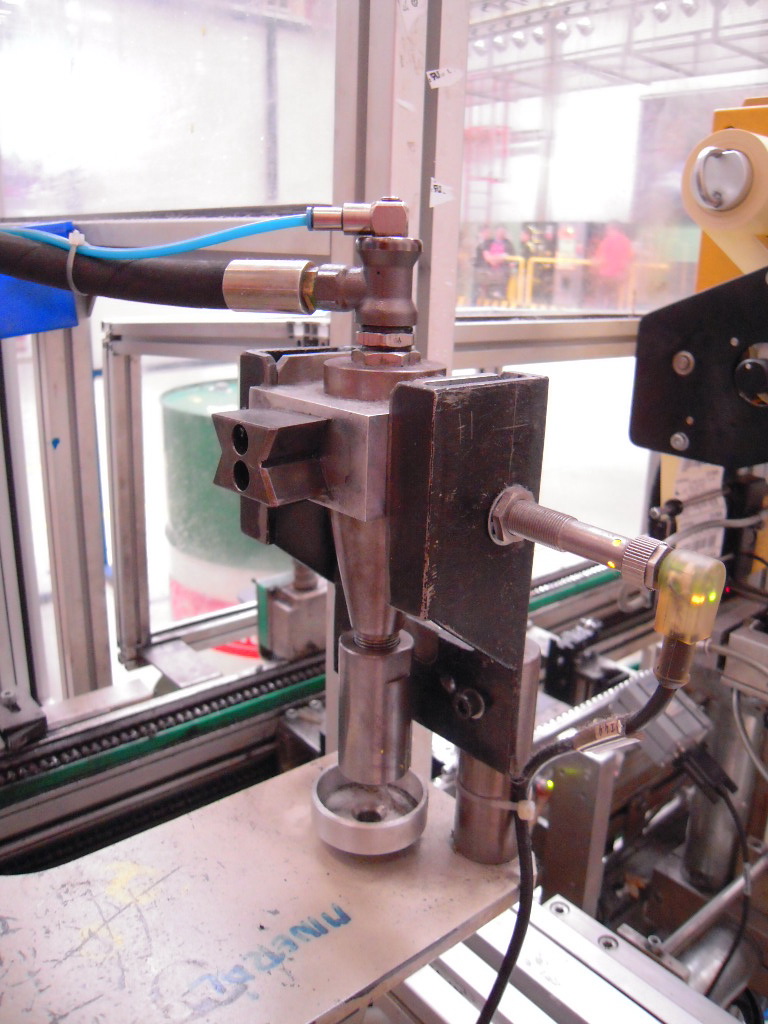
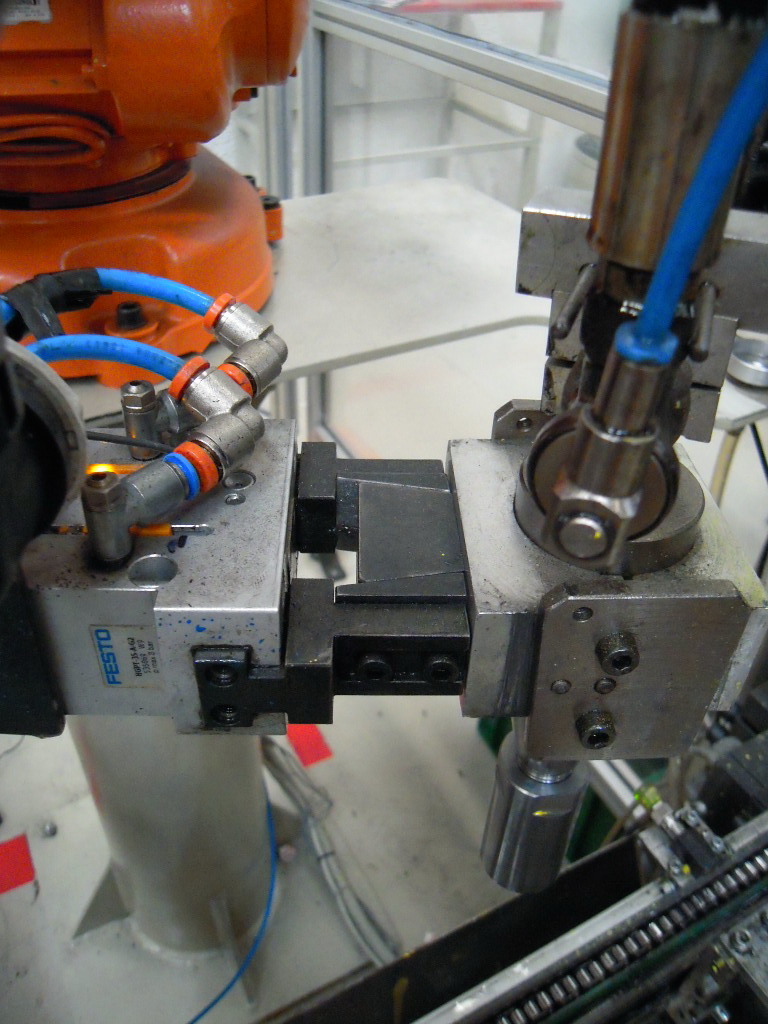
Pri zmene typu oleja robot uloží uchopenú plniacu pištoľ do odkladacej stanice, presunie sa k druhej a uchopí druhú plniacu pištoľ. Odkladacie stanice sú umiestnené po stranách priemyselného robota. Po napojení je pomocou hmotnostného prietokomera namerané presné množstvo oleja, ktorým sa cez plniacu pištoľ naplní výrobok. Plniaca pištoľ je počas plnenia neustále uchopená priemyselným robotom, po ukončení plnenia robot odpojí plniacu pištoľ a výrobok je uvoľnený z pozície. K robotu je pripevnené chápadlo od firmy Festo. Konkrétne ide o pneumatické paralelné chápadlo HGPT-B (obr. 2).
Chápadlo je konštruované univerzálne na umiestnenie čeľustí navrhnutých na jednotlivé uchopované predmety. Pri zmene tvaru objektu uchopenia je možná výmena čeľustí jednoduchým priskrutkovaním. Pracovná stanica sa využíva na plnenie viacerých typov výrobku, ktoré sa líšia veľkosťou a polohou plniacej rúrky. Cyklové časy na pracovisku budú uvádzané len pre jeden typ výrobku, označíme ho CB. Prehľad časov a hodinová produkcia je uvedená v tab. 1. Cyklovým časom v tomto prípade rozumieme súčet času potrebného na manipuláciu a času samotného plnenia. Manipulačný čas pozostáva z časov príchodu palety, navedenia plniacej pištole na rúrku a odchodu palety. Tento čas nezahŕňa manipuláciu robota pri výmene pištolí pri zmene typu oleja.
| Typ | Cyklový čas [s] | Manipulácia [s] | Plnenie oleja [s] | Hodinová produkcia [ks] |
| CB | 16,6 | 7 | 9,6 | 217 |
Tab. 1 Začiatočné pracovné časy
Uvedená hodinová produkcia je vypočítaná pri 100 % vyťaženosti pracoviska, bez zmien typu výrobku alebo oleja a bez porúch a odstávok. Z uvedených časov vyplývajú možnosti na znižovanie manipulačných časov ako aj možnosť lepšieho využitia času plnenia.
Navrhované možnosti zníženia cyklového času možno rozčleniť na menšie časti. Z hľadiska manipulácie je zámerom zrýchliť prácu robota, ako aj úprava príchodu, zastavenia a odchodu paletiek s výrobkami po dopravníku. Z hľadiska lepšieho využitia času plnenia sú návrhy smerované k plneniu dvoch kompresorov v tejto pracovnej stanici.
Návrhy úprav na pracovisku
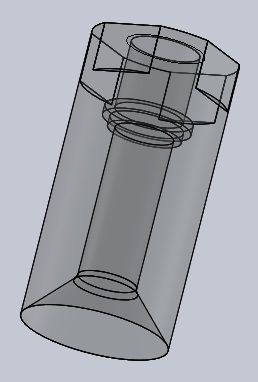
Prvá navrhovaná úprava sa týka samotnej plniacej pištole a komponentov s ňou pracujúcich. Pôvodná pištoľ je konštrukčne zložitá, ťažká a nevhodná na časté prechytávanie. Telo novej pištole (obr. 3) je navrhnuté čo najjednoduchšie s tretinovou hmotnosťou pôvodnej. Plocha na uchopenie na robot má tvar rybiny, ktorý umožňuje presné prichytenie v horizontálnom aj vertikálnom smere.
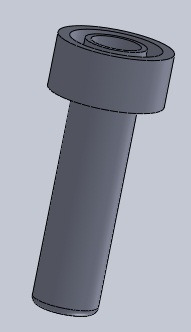
Pre variantnosť výrobku možno pištoľ uchopiť v dvoch polohách. Dosiahnutie dostatočnej pevnosti a oteruvzdornosti zabezpečí zvolená oceľ 11 500 a jej následné tepelné spracovanie s dosiahnutím tvrdosti 35 HRC. K telu je závitom pripojený navádzač s priehľadného materiálu (obr. 4), do ktorého sa umiestňujú vymeniteľné dýzy (obr. 5).
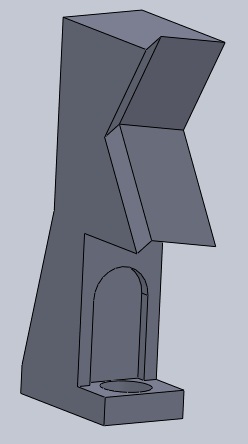
Zmena tvaru plniacej pištole vyžaduje aj návrh nových čeľustí (obr. 6) pre chápadlo robota. Ideálnym riešením by bola negatívna plocha k uchopovanej, avšak pre zjednodušenie výroby bol konečný tvar pozmenený.
Z dôvodu používania dvoch druhov oleja v pracovnej stanici dochádza pri zmene oleja k výmenám plniacich pištolí. Stojany na predchádzajúci model sú pri novom tvare pištole nepoužiteľné a ich umiestnenie na stranách je na presun robota nepraktické.
Poloha nových stojanov (obr. 7) je zvolená pred robotom aj pri predpoklade častejšieho odkladania. Nakoľko pri takomto blízkom umiestnení pištolí by mohlo dôjsť pri manipulácii robota s jednou pištoľou ku kontaktu medzi jednotlivými hydraulickými hadicami, je nutné, aby odloženie pištolí bolo pevné. Preto sa na odkladanie volí tiež uchopovanie do čeľustí.
Ako už bolo spomenuté, ďalšie úpravy budú smerovať k plneniu dvoch kompresorov v pracovnej stanici. Riešením je striedavé napájanie výrobkov. To znamená, že po napojení prvej pištole na výrobok robot uvoľní čeľuste chápadla a nechá plniacu pištoľ napojenú na výrobku. Počas prúdenia oleja do výrobku číslo 1 sa robot premiestni do stanice plnenia číslo 2 a to isté vykoná s druhým výrobkom. Po napojení druhého sa vráti k stanici plnenia číslo 1 a odpojí výrobok. Po odpojení nasleduje odloženie pištole a odpojenie druhého výrobku. Toto riešenie nevylučuje nastavenie dvoch variantov plnenia výrobkov. Voľbu medzi klasickým plnením v jednej stanici a striedavým plnením v dvoch staniciach umožňuje prispôsobenie cyklového času aktuálnemu stavu vo výrobe.
Takéto riešenie vyžaduje ďalšie úpravy pracovnej stanice (obr. 8), zamerané na vytvorenie dvoch staníc plnenia. Pre funkčnosť staníc sú navrhnuté pneumatické zastavovacie prvky značky Festo. Presun výrobkov do staníc pred plnením, ako aj ich odchod zo staníc bol realizovaný reťazovým dopravníkom, ktorého rýchlosť nepostačuje, ale nemožno ju zmeniť. Na zrýchlenie pohybu výrobkov po dopravníku v tejto pracovnej stanici je navrhnuté použitie priamočiarych lineárnych aktuátorov. Samozrejmosťou je po vykonaní takýchto úprav zmena riadiaceho programu a trajektórií robota.
Zhodnotenie navrhovaných úprav
Hlavným hodnotiacim kritériom v tomto prípade je cyklový čas plnenia výrobku, ktorého zníženie bolo hlavným cieľom. V tab. 2 sú uvedené časy dosiahnuté po zavedení navrhovaných zmien a jednotlivých variantoch plnenia. V prípade druhého variantu nemožno uviesť časy manipulácie a plnenia, nakoľko tieto operácie prebiehajú súčasne.
| Variant | Cyklový čas [s] | Manipulácia [s] | Plnenie oleja [s] | Hodinová produkcia [ks] |
| Jedna stanica | 12,2 | 5 | 7,2 | 295 |
| Dve stanice | 10 | - | - | 327 |
Tab. 2 Dosiahnuté cyklové časy
V tab. 3 je uvedený dosiahnutý rozdiel časov a produkcie.
| Variant | Rozdiel cyklových časov [s] | Rozdiel hodinovej produkcie [ks] | Zvýšenie produkcie o |
| Jedna stanica | 4,4 | 78 | 36 % |
| Dve stanice | 6,6 | 143 | 66 % |
Tab. 3 Dosiahnuté rozdiely v časoch a produkcií
Záver
Tento článok je o poukázaní na možnosti zvýšenia efektivity výroby na konkrétnom pracovisku. Opísané sú viaceré návrhy zmien, zamerané na konštrukciu aj na riadenie a princíp fungovania pracoviska. V závere článku sú zhrnuté dosiahnuté výsledky zavedením navrhovaných zmien na pracovisku s veľmi pozitívnym efektom na zvýšenie produkcie výroby.
Literatúra
[1] Skařupa, Jiří: Průmyslové roboty a manipulátory. Učební text. Ostrava: VŠB- TU Ostrava 2007. 260 s. ISBN 978-80-248-1522-0.
[2] Valenčík, Štefan – Rusnák, Ondrej: Systémové špecifiká k navrhovaniu uchopovacích systémov. In: Transfer inovácií, 2006, č. 9, s. 145 – 149.
[3] ABB. [online]. Publikované 12. 12. 2013.
[4] Festo. [online].
Ing. Matej Olejník
doc. Ing. Ondrej Líška, PhD.Technická univerzita v Košiciach
Strojnícka fakulta
Katedra automatizácie, riadenia a komunikačných rozhraní
Letná 9, 040 01 Košice
E-mail: kamil.ohlschlager@tuke.sk, matej.olejnik@tuke.sk, ondrej.liska@tuke.sk