





História koncernu siaha do roku 1938, na Slovensku pôsobí od roku 2006. V roku 2010 tu bolo zriadené vývojové centrum, v ktorom dnes pracuje viac ako stovka špičkových vývojárov. V projektoch realizovaných samostatne na Slovensku ide nielen o modifikácie existujúcich automobilových svetlometov, ale hlavne o vývoj nových produktov.
Rozmanitosť sofistikovaných technológií
Moderný svetlomet sa skladá najmä z plastových prvkov, či už ide o konštrukčné, nosné alebo pohyblivé nastavovacie komponenty. Samostatnú skupinu tvoria optické predné časti, paraboly a reflexné optické alebo dizajnové komponenty.
Výrobný proces v ZKW Slovakia, s. r. o., pozostáva z niekoľkých fáz. Vstrekovanie plastov zabezpečuje 65 vstrekolisov Engel s tlačnou silou 50 – 1 700 t. Povrchovú úpravu plastov, t. j. pokovovanie hliníkom, má na starosti 10 pokovovacích zariadení Arzuffi a 1 pokovovacie zariadenie Sputter. Následne sa na štyroch automatických linkách vykoná lakovanie, vytvrdzovanie plastov lakom a UV žiarením a do procesu sa zapája aj jedna ručná lakovňa. Vo finálnej fáze sa na 180 montážnych linkách, ktorých riadenie má pod palcom riadiaci systém Simatic od spoločnosti Siemens, vyskladá svetlomet z plastových častí a doplnkovej elektroniky, ktorú vyrába divízia ZKW Elektronik. „Aby bol obraz úplný, treba spomenúť, že do celého procesu je zaradených aj 54 robotov od výrobcov ABB a Fanuc,“ dokresľuje túto paletu technológií Dipl. Ing. Ján Lilko, vedúci oddelenia inžinieringu povrchovej úpravy.
Vstupným materiálom na výrobu plastových výliskov je základný granulát, ktorý ZKW ťažiskovo nakupuje od výrobcu BASF. Nejde teda o žiaden regranulát alebo granulát získaný z recyklovania iných plastových produktov. „Veľkej variabilite finálnych výrobkov sa prispôsobuje aj nákup surovín. Preto sa dnes v ZKW používa okolo 1 000 druhov granulátov. O rozmanitosti výroby svedčí aj rekordný počet lisovacích foriem, ktorý na Slovensku nemá obdobu – až 1 750 rôznych typov,“ predstavuje tie „naj“ Ing. Rastislav Šindolár, TPM koordinátor v ZKW Slovakia, s. r. o.
Vstrekovanie plastu – predvýroba základných komponentov svetlometu
Proces sa začína sušením granulátu v sušiacich peciach, kde sa zbavuje prebytočnej a pre výrobu nežiaducej vlhkosti. K jednotlivým vstrekolisom sa granulát dopravuje potrubím s vytvoreným vákuom. Dávkovanie granulátu je riadený proces. Každý vstrekolis má vlastný zásobník, v ktorom sa sníma výška hladiny granulátu. Pri dosiahnutí minimálneho množstva posiela nadradený riadiaci systém príkaz na automatické doplnenie granulátu. „Optimalizačná funkcia riadiaceho algoritmu je nastavená tak, aby bol zabezpečený trvalý, neprerušovaný chod všetkých vstrekolisov aj za cenu toho, že sa niektorý zásobník nenaplní na maximálnu hodnotu. Systém ho doplní až po tom, čo sa aj v ostatných zásobníkoch dosiahne úroveň zabezpečujúca nepretržitú výrobu,“ vysvetľuje J. Lilko.
Pomocou technológie vstrekovania plastov prebieha výroba jednotlivých konštrukčných a funkčných dielov svetlometov v dvoch stupňoch. Vo vstrekovacej jednotke sa z polyméru pripraví tavenina s potrebnou teplotou a konzistenciou a pomocou skrutkovice v komore vstrekovacej jednotky sa dopraví do uzatváracej časti vstrekolisu. V nej je umiestnená forma, tzv. vstrekovací nástroj. Pevná a pohyblivá časť formy umožňujú jej uzatvorenie potrebnou uzatváracou silou. Riadiace systémy strážia hodnoty procesných veličín pri tavení, injektovaní, dotlaku, chladení a finalizácii vstrekovania.
Pôvodné technológie lakovania
Po vstreknutí roztaveného granulátu do formy sa výlisky ručne nakladajú do presne definovaných prepravných prípravkov. Potom prechádzajú cez kamerovú kontrolu, kde sa zistí, o aký typ výlisku ide. Na pozitívnu identifikáciu prichádzajúceho výlisku sa požaduje min. 98 % zhoda s referenčným modelom uloženým v pamäti systému na spracovanie obrazu. Tento systém potom posiela signál do riadiaceho systému robota, ktorý má pre každý typ výlisku zadefinovaný postup nanášania laku obsahujúci jednotlivé trajektórie pohybu robota, druh lúča (profil sprejovania), tlak striekania a množstvo laku. V pôvodne postavenej výrobnej hale sa na lakovanie používa 6-osový robot Fanuc 250iB s ochranným krytím vo vyhotovení do výbušného prostredia.
Pokovovanie
Vákuovým pokovovaním sa na príslušných častiach plastového dielu vytvorí vrstva hliníka. Predúprava slúži na prípravu povrchu na nanášanie hliníka v optimálnych podmienkach. Táto fáza predchádza aplikácii tlejúceho výboja so vstrekovaním argónu. Nasleduje nanesenie základnej vrstvy, pokovovanie, nanesenie vrchnej vrstvy na substráty a dodatočná úprava tlejúcim výbojom. Odparovanie hliníka umiestneného vo vhodnej forme na vláknach volfrámových ohrevných špirál vytvára na povrchu plastového dielu tenkú vrstvu.
Nová výrobná hala
V novopostavenej časti výrobnej prevádzky s rozlohou takmer dvoch futbalových ihrísk bolo snahou výrobcu úplne zautomatizovať všetky procesy – od sušenia a dopravy granulátu až po montáž a výstupnú kontrolu finálnych výrobkov. Výlisky, ktoré vychádzajú zo vstrekolisov, nakladá kartézsky robot na tzv. skutrovaciu tácku. Tá obsahuje otvory, ktoré predstavujú 7-miestny binárny kód definujúci konkrétny typ výrobku. Prostredníctvom snímačov prítomnosti sa zistí, o aký produkt ide a aká je to strana, čo definuje cestu, ktorou sa bude tácka uberať.
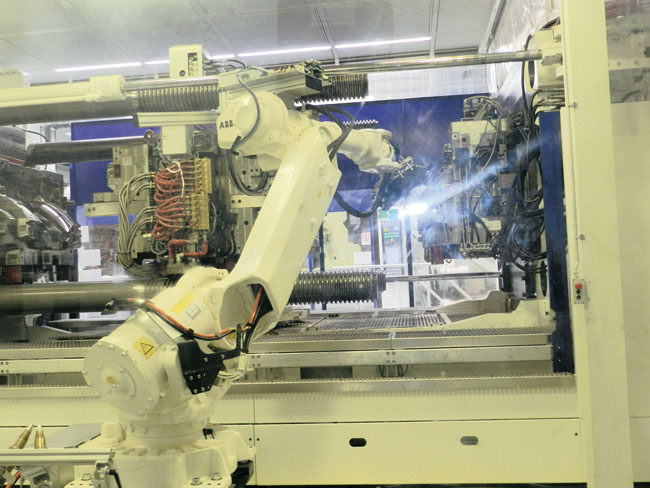
Tri veľké vstrekolisy sú vzájomne prepojené dopravníkovým systémom od firmy Servus, ktorá ho navrhla a skonštruovala presne pre potreby ZKW. Po vstreknutí robot odoberie výlisky a prenesie ich k stanovisku s plazmou. Horáky s plazmou v prvom rade vypália mikrovlásočnice, ktoré ešte po vylisovaní na povrchu svetlometu zostali, a plazma zároveň predpripraví svetlomet na následnú povrchovú úpravu.
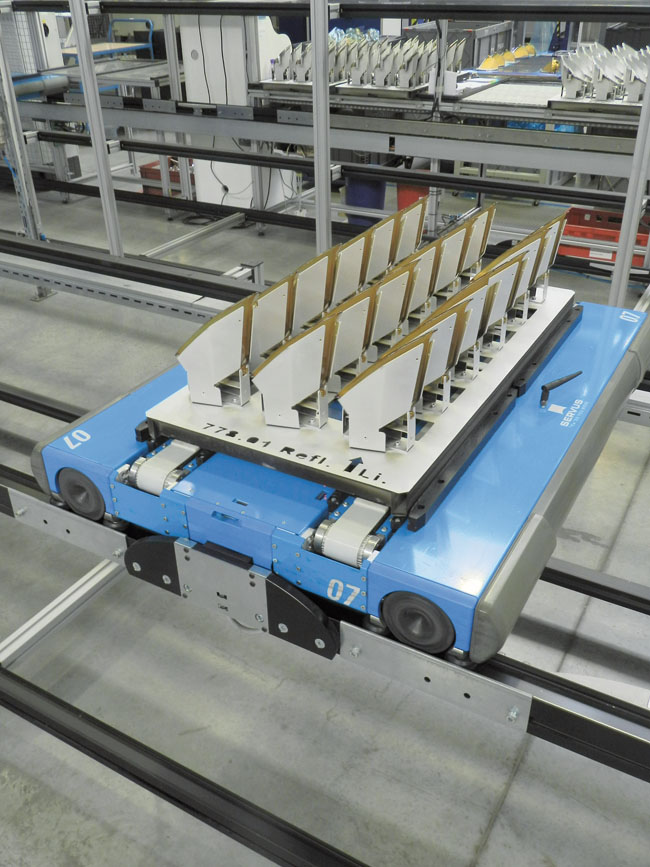
Pred odchodom z tejto časti linky sa ešte pomocou ionizácie zabezpečí, že sa na povrchu svetlometu nebude usadzovať nežiaduci prach. Následne robot preloží takto pripravený diel na tzv. temperačnú tácku, ktorá presne kopíruje daný tvar predného skla svetlometu. Keď tácka príde k automatickej časti dopravníka, snímač zaznamená jej prítomnosť a odošle signál do riadiacej jednotky prepravných automatických vozíkov (tzv. ARC, automatic robotic carrier). Vozíky si nakladajú tácky v takom poradí, v akom boli zaradené do objednávkového systému. ARC je osadený modulom na bezdrôtovú (Wi-Fi) komunikáciu, snímačmi pohybu, snímačmi prítomnosti tácky, ako aj kolíznymi snímačmi, ktoré zabezpečujú, že v prípade výskytu prekážky (ktorou môže byť napr. iný vozík) sa automaticky zastaví. V tejto časti tvoria dopravníkový systém štyri privádzacie a jeden odvádzací pás. Popri automatickom dopravníku sú osadené aj nabíjacie stanice, ktoré umožňujú vozíkom dobíjanie počas prevádzky tak, aby nedošlo k prerušeniu výroby. Vozíky prenášajú prevzaté komponenty do temperačných pecí a následne do lakovne a prázdne sa vracajú ku vstrekolisom po ďalšie výlisky. Temperovanie, ktoré sa uskutočňuje v peciach od spoločnosti Cerakon vyrobených špeciálne na zákazku ZKW, odstraňuje vnútorné pnutie v materiáli. Výlisky sa potom presúvajú do lakovne.
Lakovanie
Špecialitou, ktorú dokážu v ZKW urobiť, je nanesenie vrstvy špeciálneho laku proti zahmlievaniu svetlometov. Napriek určitému prúdeniu vzduchu vnútri svetlometov možno takýmto spôsobom na sto percent zaručiť ich odolnosť proti zahmlievaniu. Po príchode dielu svetlometu po dopravníku ho operátor založí do prípravku. Následne robot vnútornú stranu dielu poleje špeciálnym lakom. Výhodou procesu polievania je aj to, že ak by sa ešte na stene svetlometu nachádzali drobné nečistoty, stekajúci lak ich odplaví. Takto upravené diely potom operátor preloží na obežný dopravník, kde dochádza k odparovaniu rozpúšťadiel. V peci s teplotou 80 – 100 °C sa lak vytvrdí a proces tzv. antifogu je ukončený.
Pri lakovaní štandardným lakom robot prevezme diely z temperačnej tácky a naloží ich do otočného stola lakovacieho robota. Ten nanesie lak, čo je proces, ktorý sme opísali vyššie v rámci návštevy pôvodnej výrobnej haly. Robot nalakované diely uloží na nosiče, ktoré vchádzajú do pece s teplotou cca 80 – 90 °C so 48 nainštalovanými UV lampami. Predné svetlá najvýznamnejších odberateľov prechádzajú aj povrchovou úpravou lakmi vytvrdzovateľnými UV žiarením (tzv. hardcoating). Za zónou vytvrdzovania ultrafialovými lúčmi nasleduje chladiaca zóna, kde sa diely ochladia takmer na teplotu okolia, aby boli použiteľné na ďalšie spracovanie na montážnych linkách.
Automatický proces pokovovania reflektorov naprašovaním
„Sputter Metacircle 850.3 je jedno z najmodernejších výrobných zariadení na pokovovanie vo vákuu v Európe. Firma ZKW SK je prvá na Slovensku, ktorá začala používať tento typ výrobného zariadenia,“ vysvetľuje J. Lilko. V automatickom naprašovacom centre, ktoré sa skladá z 260-, 450- a 600-tonových vstrekolisov, sa pokovujú reflektory a svetelné kryty do hlavných svetiel a hmloviek. Po otvorení formy vstrekolisu uchopí diel alebo diely automatická ruka, ktorá je naprogramovaná na ich presné uloženie do prepravnej naprašovacej tácky. Tú potom naberie prvý voľný vozík, ktorý prijal požiadavku na prepravu, a dopraví ju k automatickému dopravníku naprašovacieho centra. Tam dodanú tácku s dielmi prevezme ďalšia automatická ruka a vloží ju do naprašovacieho zariadenia, kde sa diely pokovujú. „Momentálne nie je v koncerne ZKW žiadne zariadenie na pokovovanie plastov, ktoré by sa mohlo kvalitou, efektivitou a výstupom vyrovnať zariadeniu Sputter Metacircle 850.3,“ konštatuje J. Lilko.
Montážne linky
Povrchovo upravené plastové diely sa s komponentmi divízie ZKW Elektronik stretávajú na montážnych linkách. Postupnosťou automatických a poloautomatických úkonov sa z jednotlivých dielov vyskladá celý svetlomet. Montážne linky sú z principiálneho hľadiska radené v tzv. systéme uzatvoreného dopravníka. Radiace systémy Simatic zabezpečujú riadenie a komunikáciu medzi automatickými, manuálnymi a robotizovanými pracoviskami a poskytujú údaje pre vizualizačné a databázové informačné systémy. Na zabezpečenie vysokej kvality finálnych výrobkov sa výsledky manuálne vykonávaných činností ešte kontrolujú na ďalších automatizovaných pracoviskách využívajúcich špeciálne kamerové systémy, snímače a iné inšpekčné prostriedky.
Plánovanie výroby a logistika
Veľká variabilita výrobného procesu kladie vysoké nároky na flexibilitu všetkých oddelení podniku a výnimkou nie je ani oddelenie logistiky. „Značný pohyb materiálu a vysoká frekvencia zmien výroby generujú veľké množstvo informácií, ktoré vytvárajú nápor na informačné systémy podniku a ich administrátorov,“ vysvetľuje R. Šindolár. Z množstva systémov spomenieme aspoň modul plánovania, umožňujúci efektívne zmeny výroby. On-line plánovanie umožňuje sledovanie zákazky od vzniku požiadavky, plánovania, zaradenia do výroby až po ukončenie z možnosťou vykonávania prípadných zmien podľa aktuálnych potrieb vyplývajúcich z reálneho stavu výroby. „Výhodou je rýchla identifikácia „úzkeho miesta“, on-line prístup všetkých oprávnených pracovníkov k informáciám, obojsmerná komunikácia s ERP a intuitívne grafické používateľské prostredie,“ konštatuje R. Šindolár.
Údržba
65 pracovníkov na oddelení údržby sa stará o činnosti spadajúce do jednej zo siedmich interne definovaných sekcií – elektronika a pneumatika, hydraulika a vstrekovanie plastov, robotika a programovanie, povrchové úpravy, mechanika, správa budovy a TPM. Pomer preventívnej a korektívnej údržby sa v súčasnosti v ZKW Slovakia, s. r. o., pohybuje na úrovni 60 : 40. Na riadenie a organizáciu plánovaných úloh údržby sa v ZKW využíva koncernový nástroj Wartungsplaner. „Pracovníci údržby dostávajú zo systému pracovné príkazy (zákazky) a manažment údržby aj ich prostredníctvom spätnú väzbu z vykonaných činností a možnosť vhodne korigovať a zvyšovať efektivitu systému plánovanej údržby,“ konštatuje R. Šindolár.
Sledovanie stavu
Dosiahnutie a udržanie plánovaných cieľov údržby by nebolo možné bez systému evidencie vykonaných činností, ktorý okrem sledovania kľúčových ukazovateľov výkonnosti (napríklad pomeru preventívnych a korektívnych činností) umožňuje aj spracúvanie pravidelných analýz procesov, operatívnych rozborov abnormalít a pod. Vizualizáciu výrobného procesu pomocou systému TIG využívajú všetky oddelenia podniku a je zdrojom informácií o aktuálnom stave výrobného procesu. Údaje sa archivujú v podnikových databázach a využívajú sa na tvorbu automatického reportingu a analýzy. „Monitoring výrobných zariadení umožňuje oddeleniu údržby sledovať výkonnostné ukazovatele, ako sú CEZ (OEE), druh a dĺžka prestojov, početnosť a typ porúch, reakčné časy, straty v produktivite a kvalite atď. Možnosť doplnenia informácií obsluhou alebo technikom priamo pri zariadení je veľkým prínosom pri detailných analýzach a pri zložitých diagnostických postupoch,“ konštatuje R. Šindolár.
Firemné vzdelávanie
ZKW vníma firemné vzdelávanie ako základný a nevyhnutný predpoklad úspešného dosahovania cieľov. Vysoká technická vybavenosť výrobného podniku môže byť efektívna len v rukách odborne vzdelaného a motivovaného personálu. Okrem štandardného firemného vzdelávania je ZKW lídrom v systéme duálneho vzdelávania na Slovensku. Z materskej firmy vo Wieselburgu čerpá ZKW SK aj v tejto oblasti z bohatých dlhoročných skúseností.
Vízie do budúcnosti
Výrobný podnik ako každá organizácia s ambíciou úspešnosti musí mať inovačnú schopnosť a v rámci nej sledovať vývoj, akceptovať a dôsledne zavádzať nové technológie a postupy do všetkých činností, a tým zvyšovať svoju konkurencieschopnosť na trhu. Vzhľadom na komplexnosť a rozmanitosť integrovaných výrobných a informačných systémov sa v podniku neustále riešia vysoko aktuálne témy inteligentných prvkov a ich vzájomnej komunikácie a celkovo princípy koncepcií Priemyslu 4.0. Tento inovačný potenciál prirodzene vyplýva aj z množstva technikov sústredených vo výrobnom podniku ZKW (od vývojárov cez integrátorov a procesných inžinierov až po technikov údržby a výroby) a je stabilizačným prvkom spoločnosti do budúcnosti.
Ďakujeme spoločnosti ZKW Slovakia, s. r. o., za možnosť realizácie reportáže, Ing. Rastislavovi Šindolárovi a Dipl. Ing. Jánovi Lilkovi za odborný výklad a poskytnuté informácie.