


Minimum dovoleniek, ale vzdelávanie a zlepšovateľské aktivity
IKEA vo svojich slovenských výrobných závodoch pracuje okrem víkendov v nepretržitej prevádzke. Aj preto sa opatrenia súvisiace so zamedzením šírenia koronavírusu a ochorenia COVID-19 jednoznačne dotkli ich činnosti. Odstavovanie a opätovný nábeh technológií sa diali podstatne častejšie ako počas štandardnej prevádzky. „Pozitívom je to, že aj napriek tomu nám technológie spoľahlivo fungovali a nemuseli sme riešiť žiadne vážnejšie technologické nedostatky,“ konštatuje na úvod stretnutia Milan Sury, operačný manažér spoločnosti IKEA Industry pre Slovensko/Maďarsko. Pre maximálnu ochranu svojich zamestnancov musela aj IKEA pristúpiť k novým modelom výkonu pracovných povinností, ktoré boli dovtedy nepoznané a len zbežne vyskúšané. Vzhľadom na to, že väčšina predajných miest IKEA bola celosvetovo zatvorená, odzrkadlilo sa to aj na nižších požiadavkách na jednotlivé výrobné závody. „Počas približne mesiac trvajúceho obdobia, keď sa takmer zastavili objednávky pre vyťaženie výrobných kapacít závodov na Slovensku, sme zrealizovali rôzne školenia a tréningy našich zamestnancov a venovali sme sa aj zlepšovateľskej činnosti. To všetko sú aktivity, na ktoré si počas bežného roka nájdeme len málo času alebo ich odkladáme,“ vysvetľuje M. Sury. Zďaleka teda nešlo o masový dovolenkový exodus, ale práve naopak – zmysluplné využitie času, ktoré prinesie pozitíva už v dohľadnom čase. Výroba sa napriek tomu úplne nezastavila a celá produkcia smerovala na doplnenie skladových zásob.
Postupná migrácia koronavírusu a s tým spojené zavádzanie rôznych obmedzení z Ázie smerom do ďalších častí sveta určovali stratégiu aj z hľadiska zabezpečovania vstupných surovín, logistiky hotových výrobkov a pod. „Už v začiatkoch zavádzania opatrení vydávaných Ústredným krízovým štábom SR sme boli pripravení na prechod kľúčových pracovníkov z technických oddelení na prácu z domu. Na to sme mali pripravenú aj celú politiku bezpečnosti prístupu do našich sietí, k zdieľaným údajom či vhodne nastavenú kapacitu komunikačných liniek,“ vysvetľuje Peter Marcely, IT špecialista v spoločnosti IKEA Industry Slovakia, s. r. o. Vďaka tomu sa podarilo pomerne hladko zvládnuť náročné obdobie prechodu na nový systém práce z domácich kancelárií či vzdialených tímových stretnutí s kolegami v zahraničí. „V prípade technologických výziev sme umožnili niektorým našim dodávateľom vzdialený prístup, čo znamenalo včasné riešenie potrebných úloh,“ dodáva P. Marcely. Zase raz sa potvrdilo staré známe, že je lepšie sa v dobrých časoch pripraviť aj na tie horšie. Slovenské závody IKEA vďaka investíciám do procesov digitalizácie v minulom období preplávali rozbúrenými vodami zatiaľ na výbornú.
V trnavskom závode sa v minulosti pristúpilo k inštalácii pokročilého softvérového riešenia AVEVA (predtým Wonderware Application Platform), ktoré okrem samotnej výroby riadi aj časť energetického hospodárstva a súvisiacich technológií – výmenníkové stanice, systém odsávania, filtre, sleduje a riadi spotrebu energií. Podľa aktuálne vyrábaného sortimentu tak možno nastavovať rôzne technologické parametre, ako je napr. teplota, riadiť spotrebu energií a pod. „Vďaka takémuto riešeniu sme boli schopní optimalizovať činnosť celého trnavského závodu aj v čase koronakrízy po zavedení rôznych obmedzení, čo sa prejavilo na zachovaní kvalitatívnych parametrov výroby aj dobrých ekonomických ukazovateľov celého podniku,“ hovorí P. Marcely.
Slovenské firmy vytvorili unikátne riešenie
Už od začiatku výstavby výrobného závodu IKEA v Malackách v rokoch 2012 – 2013 sa zavádzali technológie a technologické postupy postavené na digitalizácii a princípoch dnes označovaných ako Priemysel 4.0. „Samozrejme dialo sa to v rozsahu, ktorý bol zmysluplný a logický pre výrobu nábytku,“ konštatuje Anton Dvořák, projektový manažér IKEA Industry Slovakia v malackom závode Flatline a manažér projektu prestavby závodu v Malackách. Automatizácia a robotizácia sa už vtedy dotkla takmer všetkých procesov. Jedným z mála ostrovov z toho pohľadu zostali procesy balenia, v rámci ktorých sa nábytkové dielce v súčasnosti vkladajú do kartónových krabíc ručne. Príprava krabíc, ich zatváranie a manipulácia s nimi prebiehajú automatizovaným spôsobom aj s využitím robotiky, avšak samotný proces vloženia predmetu do krabice bol manuálny. „Už skôr si výrobné závody IKEA vytýčili pri zavádzaní automatizácie, digitalizácie a konceptov Priemyslu 4.0 cieľ, aby prvá ľudská ruka, ktorá sa dotkne našich výrobkov, bola ruka zákazníka,“ vysvetľuje dôvody modernizácia pracoviska baliarne A. Dvořák. „Podobný cieľ bol zadefinovaný aj z hľadiska zberu, spracovania a prezentácie údajov, keď jediným analógovým nosičom s údajmi má byť účtovný doklad pre zákazníka na pokladni OD IKEA.“ Všetko ostatné by sa malo diať v digitalizovanej komunikácii, digitálnych dvojčatách a systémoch IoT.
Pilotný projekt eliminácie manuálneho vkladanie dielov do krabíc s názvom MURC (Modular Uiversal Robot Cell) sa realizoval na linke balenia predných plôch, t. j. dverí a zásuvkových čiel. Hneď na začiatku projektu prišla prvá veľká výzva. Obvykle pri integrácii robotizácie do existujúcich technológií nie je k dispozícii dostatočný priestor. To vyžaduje úpravu liniek či celého návrhu, zásahy do chodu výroby a často kompromisy v koncepte riešenia, nehovoriac o zvýšených nákladoch.
Aby sa dosiahol neprerušovaný proces výroby na linke, aj v čase výmeny novej palety s výrobkami bolo potrebné v koncepcii uvažovať o schopnosti robota automaticky prejsť na nové pracovisko s už pripraveným materiálom a pritom ešte odložiť transportné podložky. Cieľová adresa – kartónová krabica, kde sa dielec ukladá, je v pohybe. To znamená špecifické podmienky pre tzv. ukladacie okno.
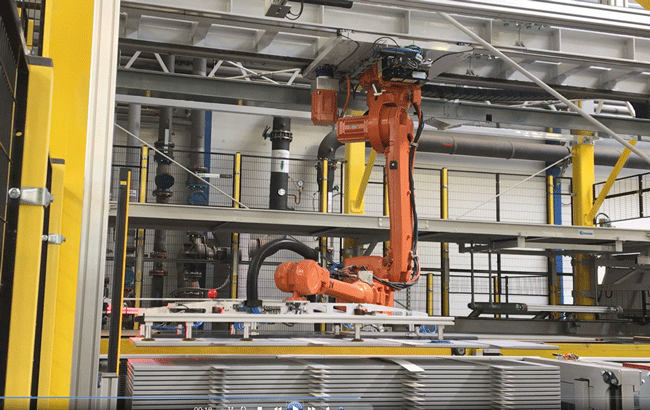
„Náš koncept vyžadoval osadenie robota ortogonálne z hora na lineárny pojazd, ktorý slúži nielen na premiestnenie robota na druhé pracovisko, ale vzhľadom na pohyblivú cieľovú adresu sa stáva siedmou osou vlastného pohybu manévrovania s dielcom tak, aby nebolo potrebné ukladacie okno zväčšovať a tiež eliminovať harmonické kmity závesnej konštrukcie. Potrebovali sme aktívny činný priestor v plnom rozsahu pod robotom kvôli dosahom a logistike materiálu a ochranných podložiek,“ vysvetľuje výzvy riešenia A. Dvořák.
Jediné použiteľné miesto, kde integrovať robot do procesu, sa v tomto prípade črtalo doslova „pod strechou“. Robot umiestnený nad pracoviskom na pojazde je jedno zo známych riešení. Avšak po podrobnej rekognoskácii informačných zdrojov a tiež hľadaní na webe sme zistili, že všetky riešenia majú robot osadený nad pracoviskom na lineároch, ale z boku pojazdu. To však limituje aktívny činný priestor robota, ktorý tak nedosiahne hlbšie pod seba ani za seba a vyžaduje to relatívne odolné vertikálne nosníky pojazdovej konštrukcie, na čo v tomto prípade nebolo miesto.
Napriek tomu, že v súčasnosti existuje viacero lokalizačných systémov, tzv. očí robota, technický tím nenašiel na trhu taký, ktorý by bol schopný splniť jeho požiadavky. Medzi ne patrili hlavne šesťsekundový cyklus a spracovanie dát pre 6 + 1 osí, svetelné prostredie bežnej prevádzky, farba a kontrast povrchov lokalizovaných dielcov a ich tvar a profily. Existujúcim osvedčeným kamerovým systémom vždy chýbala niektorá s požadovaných vlastností.
„Pretože sme sa dostali do oblasti vývoja a IKEA Industry Malacky je výrobná fabrika, nie tím technických vývojárov, oslovili sme partnerov a spoločne sme vytvorili tím slovenských firiem: IKEA Industry Malacky – PHOTONEO – ABB, div. Robotiky – MICROSTEP,“ vysvetľuje A. Dvořák. Dodávateľom robota IRB 4600 a súvisiacich technológií bola spoločnosť ABB, divízia Robotiky, systémy strojového videnia vyvinul slovenský startup a dnes už medzinárodne známa spoločnosť Photoneo. Konštrukciu a ortogonálny pojazd vyvinula a dodala spoločnosť Microstep, spol. s r. o. Po roku vývoja bol technický tím už na správnej ceste k očakávanému riešeniu.
Spracovanie obrazu bolo doménou spoločnosti Photoneo. Štandardné systémy spracovania obrazu využívajúce priemyselné kamery majú v niektorých aplikáciách svoje výhody, ale v momente, keď sa v snímanom priestore alebo jeho okolí menia najmä svetelné podmienky alebo sa vyskytuje prašnosť, dochádza k nestabilite výsledkov snímania obrazu. Aj preto sa tím z IKEA obrátil na skúsených odborníkov z Photoneo. Riešenie snímania a spracovania obrazu je postavené na dvoch samostatne pracujúcich skeneroch. Prvý sníma predbežnú polohu jednotlivých dielcov. Po uchopení dielu robotom určí druhý skener presnú polohu, pričom dochádza ku kompenzácii chyby lokalizácie prvého skenera, prípadne chyby uchopenia robotom.
Vstupom do linky sú dielce naukladané na kope a prichádzajúce na dopravníku. Ich polohovanie do požadovanej pozície je s presnosťou niekoľkých centimetrov. Úlohou je dostať každý dielec do pozície, ktorá je v spojitom pohybe na dopravníku, t. j. finálna pozícia je z hľadiska ukladania dynamická. Pritom požiadavkou je ukladanie dielov s presnosťou na 2 mm v časovom horizonte do 6 sekúnd. Za tento relatívne krátky čas musí prebehnúť všetko – od zosnímania reálnej polohy dielca na vstupe cez výpočty, nastavenia a pohyb robota tak, aby bol dielec uložený do pohybujúcej sa krabice s požadovanou presnosťou. „Predstavovalo to taký objem komunikácie údajov a výpočtov, že sme hľadali, kde ušetriť každú milisekundu, a to napr. aj za cenu skracovania dĺžky káblov,“ vysvetľuje výzvy riešenia A. Dvořák.
Robot pracuje vo svojej bunke, pričom vo vedľajšej bunke môže pracovať operátor. Neskôr v prípade potreby môžu zmeniť svoju pozíciu. Robot je prichytený na lineárnej dráhe a môže zmeniť svoju pozíciu do inej bunky, maximálne však do troch buniek. MURC možno modulovo rozširovať a meniť polohu robotov a operátorov. Každá bunka má nezávislú bezpečnostnú zónu, takže operátori a roboty môžu spolupracovať na jednej baliacej linke.
Niekoľko skúšobných testov navrhovaného riešenia prebehlo aj v Národnom centre robotiky na FEI STU v Bratislave či v skúšobnej bunke postavenej v priestoroch spoločnosti Microstep. Tá sa následne preniesla do priestorov spoločnosti IKEA Industry Slovakia do Malaciek. Riešenie sa úspešne odladilo a v súčasnosti má za sebou už takmer trištvrte milióna pracovných cyklov bez zásadnejších problémov. Ešte pred vypuknutím koronakrízy sa technický tím v malackom závode IKEA dohodol, že v prípade úspešného nasadenia nového riešenia procesu balenia by sa rovnaký prístup aplikoval aj na vedľajšiu linku, ktorá je dvojčaťom tej prvej. Následne by sa riešenie nasadilo aj na linkách, kde sa do jedného balíka vkladá od 12 do 24 rôznych dielov s hmotnosťou niekoľko kilogramov. Niektoré sú geometricky stabilné, čo je pre nasadenie robota bezproblémové, ale niektoré majú amorfné tvary, pri čom treba využiť na to uspôsobené uchopovače. Tu bolo potrebné zamyslieť sa nad tým, ako inštaláciu takéhoto riešenia zvládnuť za plného chodu prevádzky v priebehu jedného či dvoch rokov. Podľa A. Dvořáka to bolo rovnako náročné, ako vytvoriť samotné riešenie. Vzhľadom na vyhlásenie výnimočného stavu v súvislosti so šírením koronavírusu boli aktivity nasadzovania riešenia na ďalších linkách v rámci balenia pozastavené.
Digitálne „oči“ strážia v Trnave kvalitu procesov
Prvé kontakty IKEA ohľadne vytvorenia spoločného závodu, ktorý by vyrábal nábytok len pre potreby IKEA, sa uskutočnili už v roku 1987. Ako vhodný objekt bol vybraný závod Západoslovenské nábytkárske závody v Trnave. V roku 1989 bola založená spoločnosť Spartan, s ktorou následne súvisela veľká prestavba závodu. Spustenie výroby a slávnostné otvorenie závodu sa uskutočnilo v júli roku 1991. V roku 1994 závod Spartan prešiel pod skupinu Swedwood a o päť rokov neskôr sa spoločnosť premenovala na Swedwood Slovakia. V roku 2013 spoločnosť Swedwood Slovakia prešla pod skupinu IKEA Industry a zmenil sa názov spoločnosti na IKEA Industry Slovakia. V roku 2013 sa závody Trnava a Majcichov (zosadzovňa dyhy) zlúčili.
V trnavskom závode je dlhodobo jednou z hlavných priorít kvalita finálnych produktov, ktoré sú balené a expedované do obchodov IKEA a k ich zákazníkom. Aby však bolo možné automatizovať baliareň, treba zabezpečiť bezchybnosť dielcov, ktoré majú byť zabalené. Nábytok sa vyrába z dyhovaných dosiek. Samotná dyha s hrúbkou cca 0,5 mm je z prírodného materiálu, na ktorom sa môžu vyskytovať rôzne anomálie, ktoré treba detegovať a rozhodnúť, či je to z hľadiska dodržania kvality prípustné, alebo je to už defekt, čo daný dielec vyraďuje z ďalšieho použitia. Pôvodné riešenie sa spoliehalo na ostrý zrak a skúsenosti operátorov liniek, ktorí tento stav posudzovali.
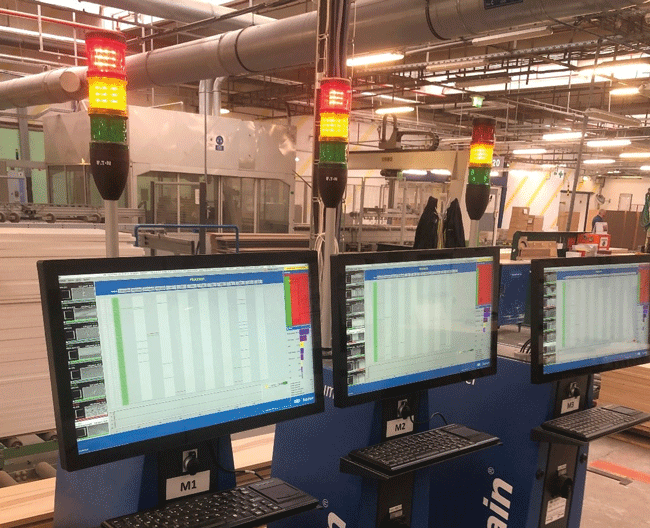
„Aby bolo možné tieto situácie riešiť s opakovanou vysokou kvalitou a vylúčiť subjektívny ľudský faktor, na pomoc prišli systémy spracovania obrazu. Kontrola kvality sa uskutočňuje na dvoch miestach výrobného procesu – uprostred pri opracovaní dielcov a na jeho konci pri povrchovej úprave,“ vysvetľuje Jozef Braniš, technický manažér IKEA Industry Slovakia v trnavskom závode. V strednej časti je už systém snímania a spracovania obrazu reálne nasadený a využívaný, v záverečnej časti by mal byť v krátkom čase uvedený do prevádzky pokročilý systém snímania a spracovania obrazu, ktorý bude mať na starosti kontrolu kvality povrchovej úpravy.
Systém umiestnený v strednej časti výrobného procesu je určený hlavne na snímanie kvality opracovania hrán jednotlivých dielcov. Aby sa správne vyhodnocovala kvalita, bolo potrebné zadefinovať požadované parametre kvality na všetky druhy dielcov, ich tvar, použitý materiál, ako sú prírodné či morené diely a pod. Dielce – dosky, prichádzajúce na dopravníku, sú v prvom kroku opracované zo všetkých štyroch strán. Kamerový systém vyhodnotí kvalitu opracovania a posiela signál do riadiaceho systému v tvare „OK“ alebo „nie OK“. V prípade zlej kvality je v ďalšej časti linky na dielec prilepená nálepka. Skener na konci linky v prípade zistenia prítomnosti nálepky takýto dielec identifikuje ako chybný, takže sa vyradí z ďalšieho spracovania. Dielce bez nálepky sa považujú za 100 % skontrolované a bez chýb.
„Systém automatickej kontroly bude umiestnený v záverečnej časti linky na procese lakovania a bude slúžiť na kontrolu kvality povrchu jednotlivých dielcov. Maximálne päť kamier – toľko, v koľkých radoch vedľa seba môžu prichádzať dielce na dopravníku – bude na základe zabudovaných algoritmov a definovaných kritérií vyhodnocovať kvalitu povrchovej úpravy. Prínosom bude opäť odbúranie ľudského subjektívneho faktoru a zvýšenie konzistentnosti kvality povrchovej úpravy,“ vysvetľuje František Mesiarkin, technický manažér pre IKEA Industry Divízia Flatline. Ďalší systém snímania a spracovania obrazu sa bude využívať pri kontrole otvorov v dielcoch, pričom jeho „okom“ prejde každý jeden kus. Manuálne meranie presnosti otvorov či využívanie testovacích stolov pre náhodne vybrané dielce by tak v priebehu pár týždňov malo byť v trnavskom závode minulosťou.
Investícia do procesu balenia má svoju oporu aj v neustále rastúcej cene pracovnej sily v krajinách bývalej východnej Európy. Faktom totiž je, že takmer štvrtina výrobných pracovníkov v malackom aj trnavskom závode pracuje v procesoch balenia. Investícia smerovaná do tejto časti výrobného procesu ho môže v budúcnosti výrazne zefektívniť a zároveň zvýšiť kvalitu výstupov.
Plánované projekty
Ani v horizonte tri až päť rokov sa stratégia výrobných závodov IKEA na Slovensku nebude meniť – stále bude snahou, aby prvá ruka, ktorá sa dotkne výrobku, bola ruka zákazníka. Pokračovať bude automatizácia baliarne v duchu spolupráce ľudí a robotov. Vzhľadom na to, že trnavský závod IKEA má už za sebou viac ako tri desiatky rokov, niektoré technológie prejdú modernizáciou – medzi nimi sa to budúci rok najviac dotkne technológie povrchovej úpravy. „V horizonte 5 – 10 rokov máme v pláne riešiť aj automatizáciu dávkovania jednotlivých komponentov a dielcov pre procesy balenia. Išlo by o poprepájanie skladov a výdajných miest, kde si podľa stanovenej „receptúry“ automaticky navádzané vozíky prevezmú potrebné komponenty a dopravia ich na miesto balenia. Všetky uvedené aktivity budú v súlade s cieľom materskej spoločnosti IKEA, ktorá už teraz požaduje aj od dvoch výrobných závodov na Slovensku podstatne vyššiu flexibilitu, aby dokázali zvládnuť väčšiu rozmanitosť produkcie v menších sériách,“ konštatuje M. Sury.
Posilnenie internetového predaja aj nárast objednávok
Zastavenie tradičného kolobehu tovaru a zatvorenie kamenných obchodov znamenalo pre spoločnosť IKEA menej priamych nákupov a výrazný nárast objednávok cez internet. „S tým bude súvisieť aj problematika lepšej ochrany našich výrobkov pri distribúcii, čo si možno vyžiada využívanie nových materiálov a spôsobov balenia, kým náš výrobok príde k zákazníkovi,“ konštatuje F. Mesiarkin. No podľa M. Suryho nás táto doba naučila aj dosť pozitívneho. „Zmeny prišli veľmi rýchlo, málokto bol na ne pripravený a napriek tomu sme to v našich závodoch zvládli bez zásadnejších problémov. Sme podstatne flexibilnejší. S našou odborovou organizáciou sme veľmi pružne vyriešili aj veľmi zásadné otázky, a to v čase, keď sa situácia menila zo dňa na deň. Nikto nevedel povedať, čo bude lepšie, či pokračovať vo výrobe na plný alebo znížený výkon, či ísť na dovolenky a pod.,“ opisuje vývoj situácie M. Sury. „Naučili sme sa efektívne pracovať s technológiami, zapínať a vypínať ich podľa potreby a zvládli sme prácu z domáceho prostredia.“ Samostatnou kapitolou bola bezpečnosť na pracovisku, ktorá sa dnes už aj v slovenských závodoch IKEA vníma úplne iným, pozitívnym spôsobom. Aktuálne sa situácia otočila, obidva závody už pracujú na plný výkon, dokonca objem objednávok stúpol na úroveň, keď bude potrebné prijať ďalších niekoľko desiatok pracovníkov.
Ďakujeme spoločnosti IKEA Industry Slovakia s. r. o. za možnosť realizácie vzdialenej reportáže a Milanovi Surymu, Antonovi Dvořákovi, Petrovi Marcelymu, Františkovi Mesiarkinovi a Jozefovi Branišovi za poskytnuté informácie.