





Požiar určil ďalšie smerovanie firmy
„Od roku 2000 to bola pre mňa veľká škola, ako sa vlastne robí biznis takýchto rozmerov,“ spomína na začiatky Ľ. Očenáš. Vo svojich 23 rokoch a so stredoškolským odborným vzdelaním s maturitou zameraným na drevárstvo sa vrhol do neznámych vôd a podnikať sa učil za pochodu aj s chybami a omylmi na základe svojich praktických skúseností.
V roku 2009 zasiahol prevádzku firmy rozsiahly požiar. Tri mesiace pred ním sa spoločnosť rozhodla poslať do švédskej nábytkárskej firmy v Čechách vzorky komponentov nábytku pre IKEU. Tie už neboli z dreveného masívu, ale veľkoplošných drevovláknitých dosák MDF (medium density fibreboard), ktoré spoločnosť nakupovala z Nemecka, Poľska a Čiech. Ide o drevený veľkoplošný materiál, ktorý je veľmi vhodný na tvarové opracúvanie. Po požiari, pri ktorom zhorela celá časť výroby, spoločnosti zostal len materiál a stroje na výrobu z MDF „Požiar nás paradoxne nasmeroval do tej oblasti, v ktorej pracujeme dodnes. Po požiari nasledovala rekonštrukcia a rozšírenie firmy. Pri tomto procese sme začali už rozmýšľať modernejšie a veľa vecí sme urobili inak, aký bol pôvodný stav,“ konštatuje Ľ. Očenáš.
Postupný rast (2008 – 2013)
V čase krízy sa paradoxne firme LUKAMASIV darilo rásť ročne o 70 – 100 %, a to práve vďaka orientácii na výrobný sortiment postavený na nábytkových dielcoch z MDF a aj orientácii na trh Českej republiky a Švédska. To umožnilo vyčleniť nemalé investície do modernejších strojov a technológií. Jednoduché stroje na navrtávanie otvorov boli nahradené automatizovanými zariadeniami, formátovaciu pílu nahradila nárezová automatická píla. V porovnaní s pôvodnou pílou dokázala namiesto jednej píliť súčasne päť dosák naraz, čo zásadne zvýšilo výstupný výkon pracoviska. To sa odrazilo aj na počte vyrábaných kusov. Zatiaľ čo firma v začiatkoch svojej činnosti expedovala jeden kamión hotových výrobkov za dva týždne, po modernizácii v roku 2013 to už bolo päť kamiónov za týždeň s podobným počtom zamestnancov.
Boj o zvyšovanie efektivity
Česká koruna v tomto období začala výrazne oslabovať, podnik prichádzal o veľkú časť marže (10 %), preto bolo nevyhnutné hľadať úspory v rámci firmy. Vtedy sa začal veľmi náročný boj o zvyšovanie efektivity. Po analýze sa zistilo, že veľa chýb bolo v samotnom riadení výroby, vo vedení sme neboli schopní plánovať činnosti tak, aby čo najefektívnejšie využili ľudské a technologické zdroje, vo väčšej miere sa stále využívali staršie stroje a tie modernejšie, efektívnejšie boli využité nedostatočne.
Po investícii takmer 160-tisíc eur sa strojový park rozšíril o ďalší CNC obrábací stroj, ktorý však po dôkladnejšom otestovaní nesplnil očakávania pri výrobe výrobku, pre ktorý bol zakúpený. Zhodou okolností získala firma v tom čase do výrobného portfólia nový, tvarovo komplikovaný produkt, ktorý tvorí dnes až polovicu všetkých dodávok firmy. Po trojročnom dolaďovaní sa nakoniec podarilo zabezpečiť výrobu tohto výrobku na omylom zakúpenom CNC obrábacom stroji. Pôvodný výkon jednej palety za zmenu sa tak podarilo zvýšiť na desať paliet za zmenu uvedeného výrobku. Zvýšenie efektivity bolo enormné.
„Postupne sa nám vďaka takýmto zázrakom a cieľavedomou prácou darilo postupne rásť a pri počte zamestnancov cca 95 som zistil, že priestory firmy nie sú pre náš ďalší rozvoj dostatočné. Z pôvodnej výrobnej plochy 2 500 m2 sa po odkúpení nových pozemkov a priestorov rozrástla táto plocha na súčasných 6 000 m2. Nové, efektívnejšie usporiadanie technológií a procesov sa podarilo dosiahnuť aj v spolupráci s IPA Slovakia a profesorom Jánom Košturiakom, ktorý má v oblasti optimalizácie a zefektívňovania procesov výrobných podnikov rozsiahle a dlhoročné skúsenosti z mnohých zahraničných aj domácich projektov. „Celý tento proces viedol k zoštíhleniu počtu pracovníkov z pôvodných cca 100 na aktuálny počet 70, pričom objem výroby sa zdvojnásobil. Tá námaha a investície za to určite stáli,“ konštatuje Ľ. Očenáš.
Výrobný sortiment
LUKAMSIV v súčasnosti vyrába približne tri desiatky typov komponentov z veľkoformátových drevených dosák MDF pre švédsku spoločnosť BJS, ktorá ich spolu s ďalšími produktmi iných výrobcov dodáva spoločnosti IKEA ako hotový nábytok. Z hľadiska mesačnej produkcie vyrobí spoločnosť Ľ. Očenáša približne 400- až 500-tisíc dielov. Ide o sériovú výrobu, keď sa sortiment niekedy doplní novými produktmi, naopak niektoré sa časom prestanú vyrábať (napr. diely na postele, komody, skrinky či skrine).
Technologické procesy
Na vstupe celého procesu sa nachádzajú spomínané veľkoformátové dosky MDF. Tie postupne prechádzajú pracoviskami pílenia, frézovania, vŕtania, brúsenia, povrchovej úpravy a expedície. Takmer 80 % strojných zariadení riadi počítač, pričom väčšina z nich je od spoločnosti HOMAG a jej dcérskych firiem. „Výhodou využívania strojov od jedného dodávateľa je to, že pracovníci vo výrobe nemajú problém adaptovať sa na nové zariadenia alebo ich zmeny, lebo systém ovládania a práce s nimi je v podstatne jednotný,“ vysvetľuje Ľ. Očenáš. „Firma HOMAG má na Slovensku zastúpenie, firmu EXCELLENT CD so sídlom vo Zvolene, vzdialeného 20 km od našej firmy, čo je veľmi prínosné nielen pri riešení nových projektov, ale hlavne pri servisných zásahov.“
Pílenie
Pôvodná formátovacia píla nedokázala časom zabezpečiť požadované výkony ani zvládnuť tvarovo komplikované porezy. Navyše jej obsluhu museli zabezpečovať dvaja pracovníci. Celková efektivita zariadenia bola nízka. Moderná automatizovaná píla využíva na delenie dosák MDF nárezové plány, ktoré si dokáže podľa potreby obsluha vybrať z menu na operátorskom paneli. Nárezové plány sa zadávajú vo forme programu, v ktorom sa na základe veľkosti dosky definuje optimálny spôsob jej narezania. Automatický zakladač uľahčuje a zrýchľuje prísun a manipuláciu s doskami v priestore pílenia.
Frézovanie
Frézovanie zabezpečujú štyri CNC frézy, ktoré sa používajú na opracovanie požadovaných tvarových profilov z dosiek MDF. Pôvodné odporúčanie výrobcu fréz bolo opracúvať naraz maximálne dve dosky. Nakoľko išlo o zánovné stroje, podarilo sa po konštrukčných úpravách (nasadenie motora s vyšším výkonom, novej prevodovky a pod.) dosiahnuť to, že v súčasnosti frézy dokážu obrábať až štyri dosky naraz bez ujmy na výslednej kvalite. Výstupný výkon by bolo možné ešte ďalej zvýšiť, avšak obmedzujúcim faktorom je ľudská obsluha stroja. Preto firma zvažuje zaviesť ďalšiu automatizáciu aj do procesov obsluhy CNC fréz.
Brúsenie
V minulosti pracovalo v tejto fáze výroby pätnásť zamestnancov. Vďaka nasadeniu inovatívnych technológií v podobe tvarových brúsok a automatizovanému systému podávania a ukladania prichádzajúcich dosák sa podarilo zefektívniť obrusovanie tak, že v súčasnosti toto pracovisko obsluhuje len jeden pracovník.
Vŕtanie
Pôvodná technológia vŕtania sa realizovala na troch jednoduchých ručných vŕtacích strojoch, ktoré obsluhovali traja ľudia. Tie sa neskôr nahradili jedným CNC vŕtacím strojom s jedným pracovníkom. Neskôr bol zakúpený novší CNC stroj obsluhovaný robotom, ktorý úplne nahradil ľudskú prácu, čo zvýšilo celkovú efektivitu tejto časti výroby. Pre iné typy výrobkov, najmä úzke a dlhé dielce, je v prevádzke ďalší automat, ktorý dokáže vŕtať otvory zo šiestich strán v jednom cykle.
Povrchová úprava
„Surové dielce dokáže dnes vyrobiť hocikto a hocikde, potrebovali sme sa teda nejako odlíšiť od konkurencie,“ vysvetľuje dôvody prechodu na moderné technológie povrchovej úpravy Ľ. Očenáš. Po dohode s odberateľom sa rozhodol začať s povrchovou úpravou najmä tvarovo zložitejších výrobkov, ktoré dovtedy robil málokto. Po zvýšenom počte reklamácií a interne vyradených kusoch a nízkej efektivite sa po dvoch rokoch dolaďovania systému, po nákupe modernej lakovacej linky a zaradení klimatizačnej komory na jej záver podarilo dostať na štvornásobne väčší objem produkcie ako v začiatkoch nasadenia technológií povrchovej úpravy. „Zvládnutie tohto procesu nás udržalo v hre o lukratívnejšie zákazky,“ hovorí s hrdosťou Ľ. Očenáš.
Moderné autonómne brúsiace pracovisko
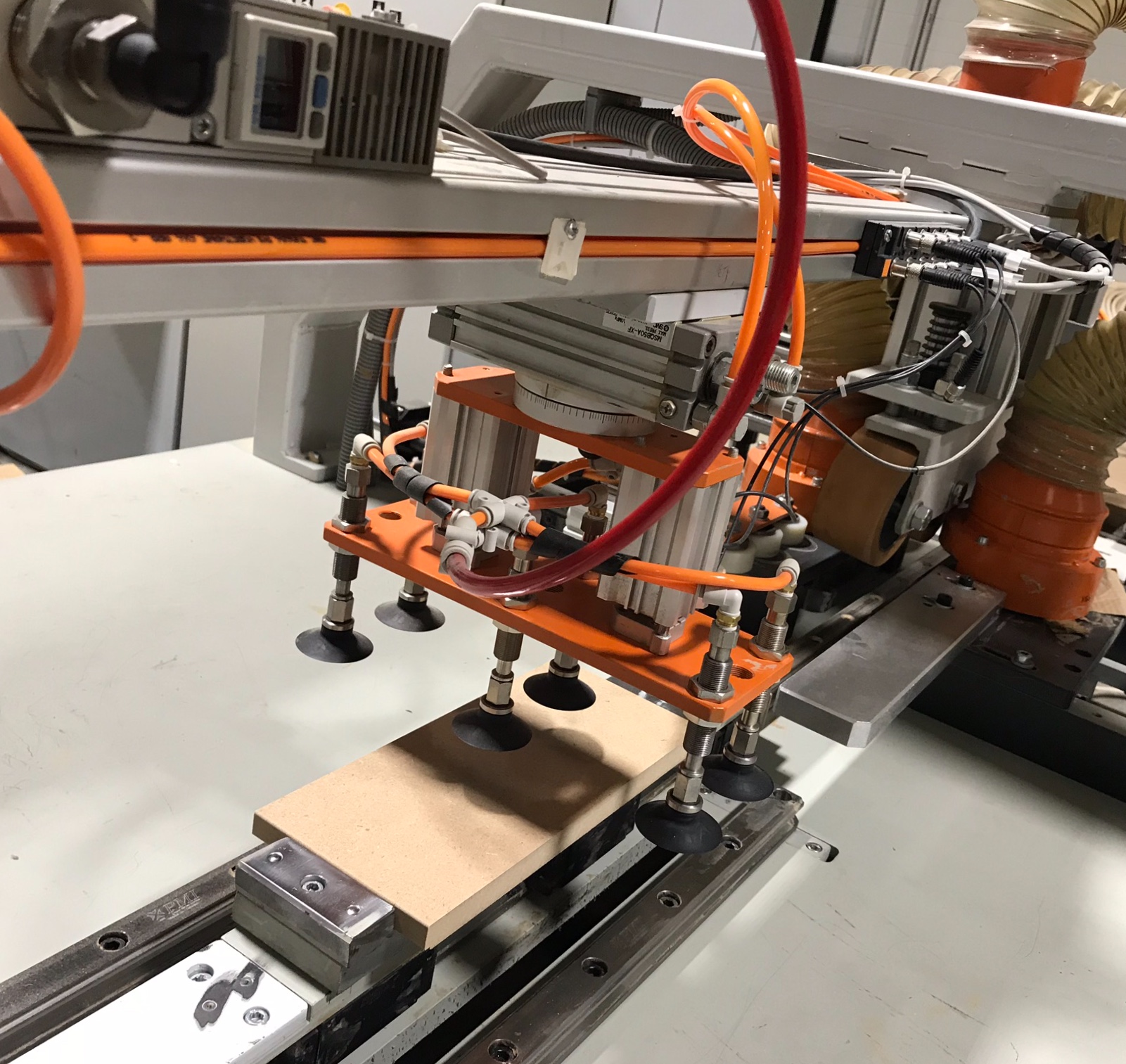
Samotná brúska je so svojimi perifériami postavená v tvare písmena U. Pôvodné riešenie bolo v tvare písmena O, aby obsluha vedela nakladať aj vykladať dosky na brúsenie. Tento stav nebol ideálny, nakoľko obsluha nie vždy stíhala svoje úkony včas splniť, navyše išlo o fyzicky náročný proces. Všetky tieto faktory ovplyvňovali celkovú efektivitu pracoviska. Preto sa vedenie firmy rozhodlo pre zautomatizovanie procesu manipulácie s doskami a využila sa celá kapacita brúsky.
Riešenie navrhla a zrealizovala spoločnosť Penop, s. r. o. Konečné riešenie prešlo mnohými postupne pribúdajúcimi vylepšeniami. Tie prichádzali aj priamo počas realizácie a vychádzali z otvorenej spolupráce a komunikácie zamestnancov LUKAMASIV s pracovníkmi Penop. Hlavnými prvkami sú dva samostatné manipulátory – jeden na vstupe a jeden na výstupe brúsky. Vďaka dvojici manipulátorov sa podarilo zabezpečiť, aby rýchlosť pohybu manipulátorov nebola vysoká a nedochádzalo tak k rýchlemu mechanickému opotrebeniu ich jednotlivých komponentov, čo by sa dialo v prípade riešenia s jedným manipulátorom.
Ďalšou výhodou je, že manipulátor dokáže zobrať dve dosky pomocou podtlaku súčasne, čo opäť prispelo k tomu, že celkové technické riešenie mohlo byť postavené na kompaktnejšom zariadení s menšou spotrebou energie. Podarilo sa aj otvoriť vnútorný priestor linky, ktorý bol v prípade pôvodného riešenia v tvare O nevyužitý. Keď sa celá paleta na vstupe linky vyloží, treba mať už pripravenú novú, plne naloženú, aby sa zabezpečil plynulý chod brúsky. To sa podarilo vyriešiť vytvorením posuvných podložiek, keď na jednej je umiestnená paleta, z ktorej manipulátor dosky odoberá, a na druhej je už pripravená ďalšia plná paleta. Tým sa výrazne zvýšila plynulosť práce brúsky.
Sofistikované riadenie interpolačných úloh
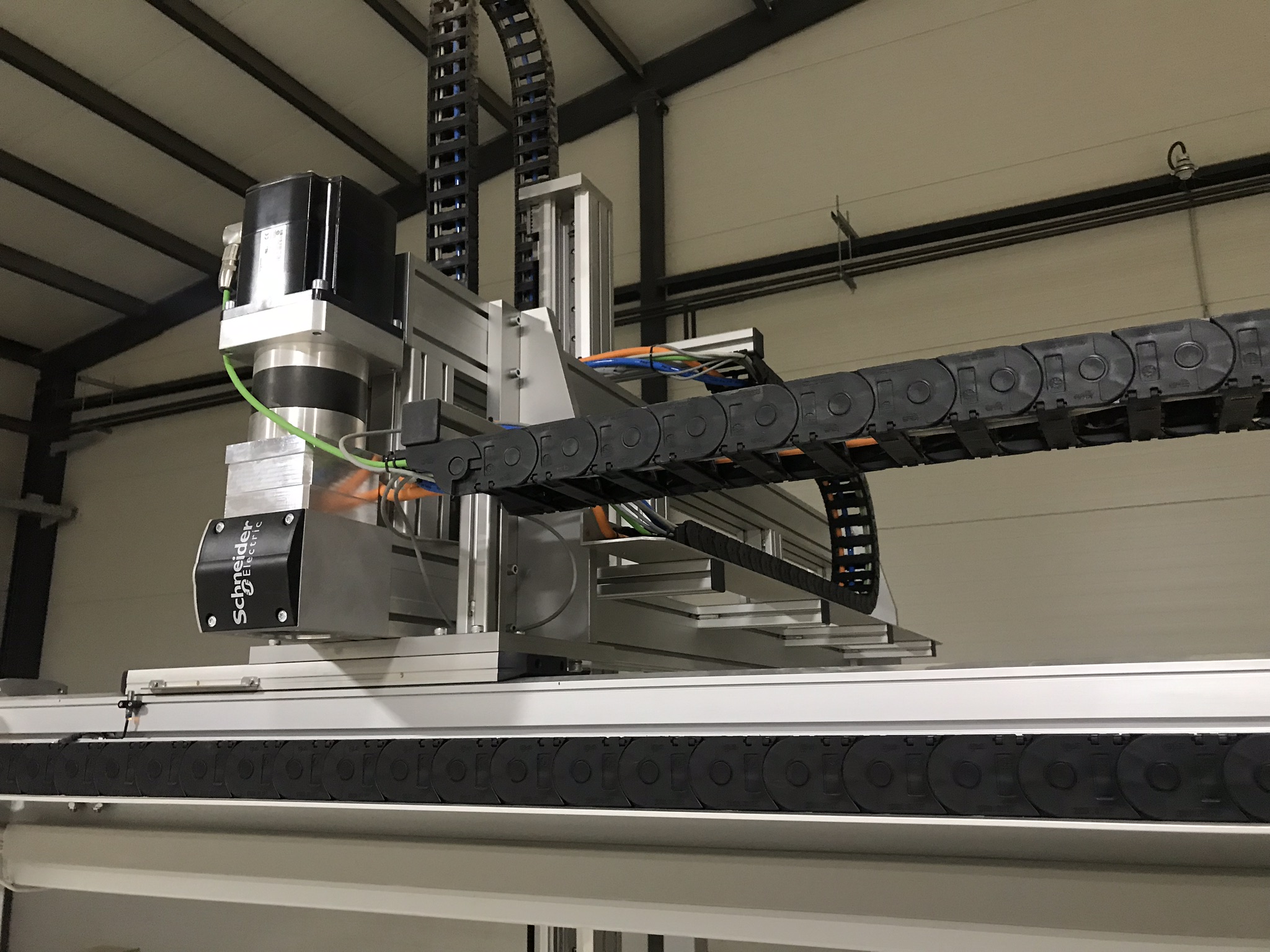
Po naložení palety na podložku sa tlačidlom potvrdí prítomnosť plnej palety. Riadenie manipulácie s doskami na vstupe a výstupe má na starosti vysoko výkonný riadiaci systém (motion controller) Lexium LMC078 od Schneider Electric so zabudovaným operačným systémom a s funkcionalitami regulátora polohy a pohybu. Systém pracuje s rýchlosťou 2 ns na inštrukciu, čo je obzvlášť vhodné pri riadení rôznych interpolačných úloh. V tomto prípade ide o riadenie dvoch nezávislých interpolačných úloh výpočtom trajektórie polynómom piateho stupňa, aby mechanika dokázala pracovať s najvyššou možnou rýchlosťou a najvyšším možným zrýchlením a spomalením úplne plynule. Tým sa odstraňujú také vplyvy, ako sú trhy a trasenie mechanických častí. Okrem toho v tomto systéme beží aj štandardný program na riadenie zvyšnej časti technológie včítane bezpečnostných, ovládacích a signalizačných prvkov (okrem brúsky, ktorá má svoje vlastné riadenie).
Vzhľadom na hmotnosť a výšku plne naloženej palety je v tomto prípade dôležitá dynamika pohybu pri rozbehu a dobehu podložky s paletou do žiadanej pozície. Preto je pohyb podložiek riadený tromi frekvenčnými meničmi Altivar 320 od Schneider Electric. Podložky sú poháňané reťazovými pohonmi s tromi asynchrónnymi motormi, každý s výkonom 0,4 kW a šiestimi servomeničmi Lexium 32S tiež od Schneider Electric. Servomeniče si riadia pozičné úlohy samy, pričom servoosi pracujú v závislom pozičnom móde. Riadiaci systém posiela servomeničom každú mikrosekundu informáciu o novej polohe, na ktorú sa majú dostať. V prípade manipulátorov sa využilo vačkovo závislé riadenie, keď sa vačky vzhľadom na typ úlohy (paletizácia/depaletizácia) neustále prepočítavajú. Komunikácia medzi frekvenčnými meničmi a riadiacim systémom prebieha po zbernici CANopen a servomeniče komunikujú cez ethernetový protokol SERCOS III. Celá komunikácia zo šiestich osí tak zaberá len 250 mikrosekúnd. Využitie meničov opäť prispieva aj k hospodárnejšej prevádzke motorov, čo skracuje návratnosť investície celého riešenia.
Riešenie bezpečnosti
Koncepcia bezpečnosti je postavená na produktovom rade Preventa od Schneider Electric. Pôvodne nainštalované bezpečnostné relé malo pevne definovaný počet vstupov/výstupov, v rámci nového riešenia bolo nahradené modulárnym bezpečnostným kontrolérom Preventa XPS MCM s možnosťou pridávania V/V kariet. Priestor manipulátorov je chránený posuvnými dverami, ktoré majú bezpečnostné zámky. Posuvné podložky nesúce palety sú vybavené mechanickými bezpečnostnými koncovými spínačmi. V rámci riešenia bezpečnosti pracoviska boli využité aj ďalšie prvky ako svetelné závory či tlačidlá Total Stop.
Mechatronika na kľúč
Celý trojosový systém bol na mieru vyrobený a dodaný z nemeckej pobočky Schneider Electric, ktorá sa špecializuje na dodávky kompletných mechatronických riešení. „Po dodaní sme s tým nemali žiadne problémy. Dodaná zostava od Schneider Electric sa osadila na pripravenú konštrukciu a vďake vysokej precíznosti výroby a nakalibrovaniu v nemeckom závode bolo možné pracovisko s jedným manipulátorom v priebehu týždňa používať,“ pochvaľuje si spoluprácu so Schneider Electric Ľ. Očenáš.
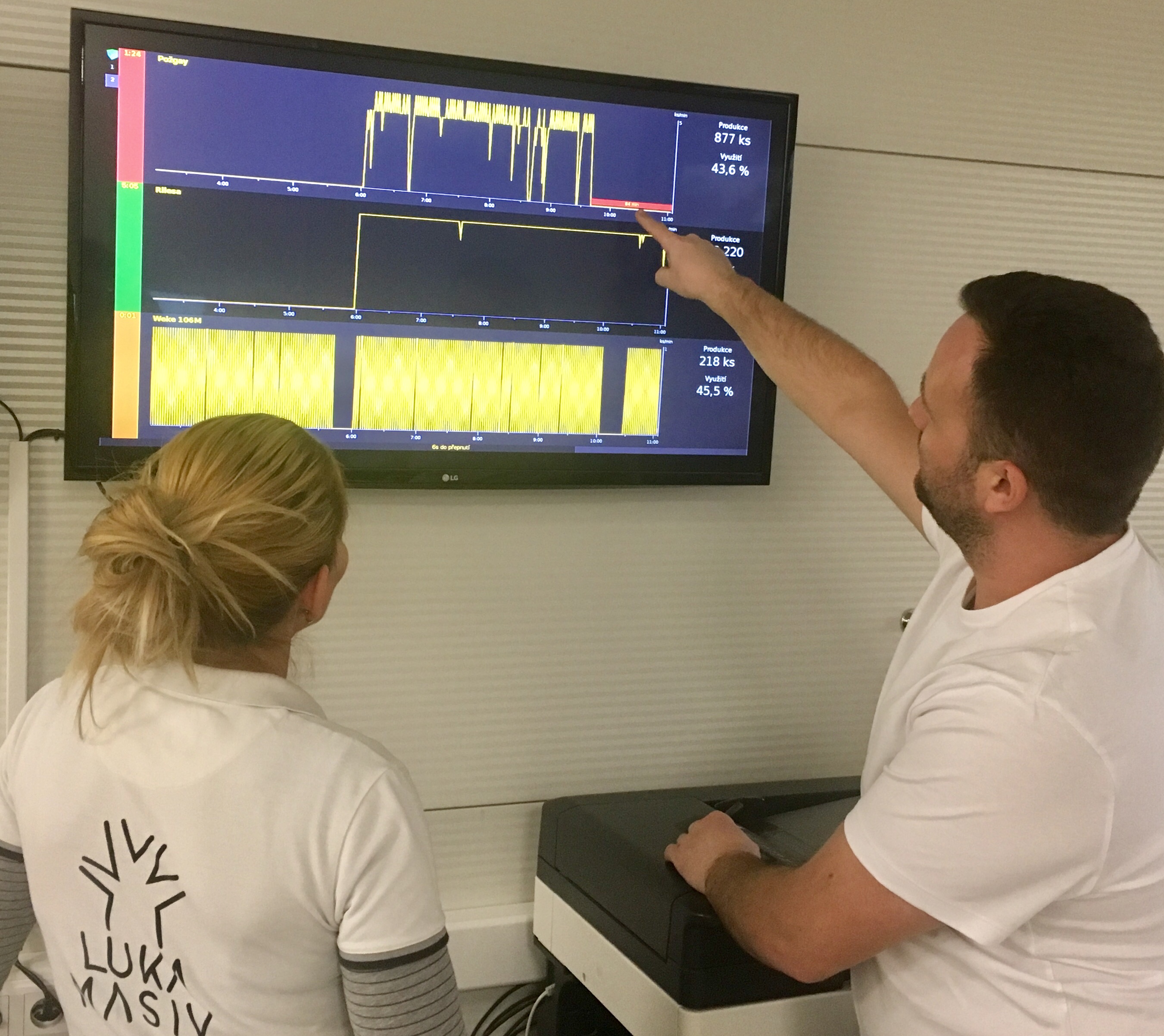
Sledovanie celkovej efektívnosti výroby
V súlade s filozofiou firmy pracovať čo najefektívnejšie sú jednotlivé technologické zariadenia pod kontrolou z hľadiska svojho vyťaženia či spotreby materiálov. Na sledovanie je nasadené riešenie Plantyst od českej spoločnosti, ktoré poskytuje prehľad o taktoch jednotlivých strojov v online režime. Vyťaženie stroja sledujú riadiaci pracovníci a majstri výroby nielen prostredníctvom aplikácie v počítači, ale aj na inteligentných mobilných zariadeniach (mobiloch, tabletoch). Veľmi dôležitou súčasťou rastu spoločnosti LUKAMASIV aj samotného Ľ. Očenáša bolo aj spojenie so spoločnosťou IPA Slovakia. „Už dva roky sa zúčastňujem na školeniach pre vedúcich pracovníkov v rámci Podnikateľskej univerzity – školy inovácií, kde sa zameriavame na hľadanie oblastí s možnosťou zvýšenia v rámci výrobných procesov a efektivity. Okrem získania teoretických poznatkov sme mali možnosť navštíviť aj viacero významných výrobných závodov na Slovensku a v Čechách, kde sme nazbierali tiež množstvo inšpirácie.“
Plány ďalšieho rozvoja
„Nesúhlasím s tvrdením, že roboty berú ľuďom prácu,“ vysvetľuje hneď v úvode tejto témy Ľ. Očenáš. Podľa neho je v súčasnosti toľko práce, že skôr chýbajú ľudia. Kedykoľvek nahradia v LUKAMASIV pracovné miesto robotom alebo automatizáciou, nájdu pre dotknutého pracovníka náhradnú pracovnú náplň v rámci firmy. Automatizácia skôr pomáha vykonávať ťažkú či nebezpečnú prácu.
Za nemenej dôležitú považuje Ľ. Očenáš aj zmenu celkového pohľadu všetkých zamestnancov firmy na prebiehajúcu modernizáciu. „Dať do firmy robot je niekedy horšie, ako ho tam nemať. Robotu sa musí podriadiť veľa okolností. Od nového usporiadania jednotlivých zariadení až po zaškolenie pracovníkov na jeho obsluhu. Na to všetko treba však myslieť dopredu. Som presvedčený, že sme na ešte širšie využitie moderných technológií v našej firme pripravení,“ uzatvára naše stretnutie Ľ. Očenáš.
Ďakujeme spoločnosti LUKAMASIV za možnosť realizácie reportáže, Petrovi Sámelovi zo spoločnosti Penop, s. r. o., Marianovi Pavlíkovi zo spoločnosti Schneider Electric Slovakia, spol. s r. o., a Ľubomírovi Očenášovi za poskytnuté technické informácie.
Anton Gérer
