





Celý proces výroby sa dá rozdeliť na niekoľko technologických operácií. Na začiatku výrobného procesu sa nachádza deliaca linka, kde sa plech orezáva na požadovanú šírku. Takto upravený sa potom pomocou napínacích valcov navíja na kotúče, ktoré sa následne používajú vo výrobnom procese. Na strihanie plechov a tvorbu otvorov slúžia dve automatizované linky na spracovanie plechu zo zvitkov a jeden dierovací automat na spracovanie už orezaných plechových dosiek.
Rozdiel medzi týmito linkami je v tom, že do jednej z nich je zapojená valcovacia stolica. Čiže výstupom je už polotovar ohnutý do potrebného tvaru. Dierovací automat sa používa na špeciálne dierovacie operácie, respektíve na dierovanie zle dostupných miest. Automat pracuje na podobnom princípe ako automatizované linky s tým rozdielom, že spracúva materiál z tabúľ a nie zo zvitkov. Pri dierovaní sa pohybuje plech, ktorý sa umiestni na súradnice požadovanej diery alebo strihu. Ďalšou operáciou vo výrobnom procese je ohýbanie. Na ohýbanie polotovarov menších rozmerov slúžia poloautomatické ohýbacie stroje a na technologicky zložitejšie operácie a polotovary väčších rozmerov slúži ohýbací automat.
Nasledujú zváracie pracoviská fungujúce na princípe odporového zvárania. Tu sa jednotlivé diely zváraním spájajú alebo sa navaruje výstuž niektorých dielov. Pracovisko závesného zvárania spája všetky polotovary dokopy. Hotové výrobky potom putujú na linku povrchovej úpravy. Linka povrchovej úpravy pozostáva z linky predúpravy, sušenia, striekania a následného vypaľovania. Predúprava zahŕňa mokrý kúpeľ na odmastenie dielov a fosfátovanie na antikoróznu ochranu. Následne sa v sušiacich peciach diely vysušia a vchádzajú do striekacej kabíny. Striekacia kabína od spoločnosti GEMA patrí medzi najväčšie striekacie kabíny v strednej Európe. Na stavbu využil metal design dotácie z fondov Európskej únie. Je to moderná plastová kabína fungujúca na elektrostatickom princípe s automatickým posuvom osí. Obsluha je jednoduchá.
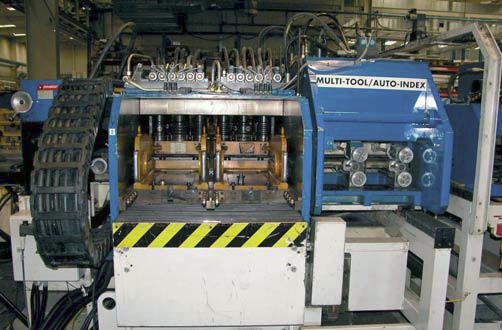
Personál nastaví dávkovanie prášku, typ striekaného dielu a o striekanie sa postará 35 automatických pištolí. Poslednou časťou linky povrchovej úpravy je vypaľovacia pec, kde sa farba teplotne vytvrdí. Hotové výrobky sa potom presunú na montážne pracovisko, kde sa jednotlivé diely zmontujú, respektíve priamo do skladu. Spoločnosť dodáva posledný rok skrine aj v demonte, ktoré si zákazník môže poskladať sám. Výrobky zo skladu potom putujú skoro do celého sveta. Spoločnosť metal design sa minulého roku rozhodla modernizovať niektoré staršie automatizované linky. Jednou z nich bol aj strihací stroj zo spomenutej automatizovanej linky. Technologické zariadenie DIMECO slúži na spracovanie plechu zo zvitkov. Skladá sa z jednotlivých technologických celkov, programovo prepojených a riadených – odvíjačka, rovnačka, dierovacie stanice Y, dierovacie stanice Multi Tool a nožnice.
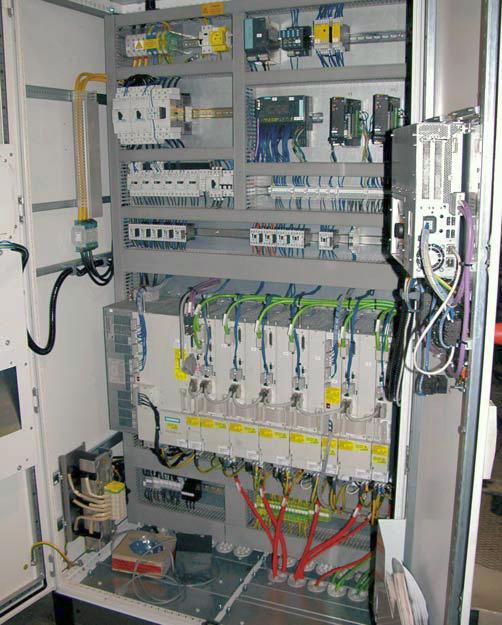
Keďže stroj má viac ako 10 rokov a v poslednom čase boli citeľné poruchy, spoločnosť sa rozhodla strihaciu linku modernizovať. Na modernizácii, ktorá prebehla v lete minulého roku, sa spolupodieľali Siemens a spoločnosť NCtech, pretože jednou z požiadaviek bola aj unifikácia systémov, keďže metal design používa vo veľkej miere v závode riadiace systémy SINUMERIK. Cieľom bolo zvýšenie produktivity, spoľahlivosti a presnosti stroja a v neposlednom rade aj zjednodušenie obsluhy a programovania. Jednou z požiadaviek bola aj unifikácia systémov, keďže predmetom modernizácie boli dierovacie stanice, posuv v osi x a otočné zásobníky nástrojov v osiach z1 a z2. Používaný továrensky montovaný riadiaci systém DNC 806 nahradil nový riadiaci systém SINUMERIK 840D s ovládacím panelom OP10, ktorý je pripojený na podnikovú ethernetovú sieť.
Tým sa zabezpečilo sťahovanie nových strihacích programov priamo zo servera. Suporty na pohyb v osiach y sú osadené na vodorovných lôžkach a pohyb zabezpečujú guľôčkové skrutky. Pri oboch dierovacích jednotkách sú suporty spriahnuté softvérovou funkciu GANTRY. Tu sa urobila výmena motorov, kabeláže a snímačov pre každý suport zvlášť. Ako pohony sa použili meniče SIMODRIVE 611D. V osiach z1 a z2 sa zabezpečuje pohon a polohovanie rotačných zásobníkov nástrojov prostredníctvom ozubených remeňových prevodov. Modernizácia tu prebehla výmenou motorov, pohonov, kabeláže a snímačov. Os x zabezpečuje pohyb plechu prostredníctvom mechanickej prevodovky a poháňacích valcov. Podobne ako v predchádzajúcich prípadoch sa tu vymenili snímače, pohony a motory. Špecifikom tohto stroja je to, že oproti štandardným obrábacím strojom, kde sa pohybuje nástroj a obrobok rotuje, respektíve stojí, tu treba pohybovať obrobkom (plechom) a zároveň nástrojovými hlavami.
Preto nebolo možné použiť štandardný softvér. Na tvorbu vlastných technologických programov vyvinula spoločnosť metal design v spolupráci so softvérovou firmou vlastný softvér na báze základného CAD programu, tzv. postprocesor. V postprocesore je naprogramovaná konfigurovateľná základňa nástrojov s ich geometrickým rozložením kopírujúcim rozloženie nástrojov v stroji. Tvorbu NC programu vykonáva obsluha stroja. Po načítaní 2D výkresu do CAD programu obsluha zadefinuje požadovanú operáciu (úder alebo súbor úderov) priamo označením pozície otvorov na výkrese, pričom vyberá konkrétny nástroj z preddefinovanej základne nástrojov. Po definovaní všetkých požadovaných výsekov program spustí výpočet NC programu. Postprocesor vypočíta optimálny postup dierovania, pričom zohľadňuje pevné rozloženie nástrojov na stroji, geometrickú polohu požadovaných suportov a požiadavku na posuv plochy v osi x.
Na základe uvedených kritérií postprocesor vygeneruje NC kód a zároveň vykoná grafickú simuláciu postupu dierovania. NC kód môže byť načítaný buď lokálne z operátorského panela, alebo cez podnikovú sieť. Pred modernizáciou musel jeden operátor zadávať priamo súradnice do 2D softvéru. Teraz už priamo obsluha vie vytvoriť program, stačí iba výkres od konštruktéra. Vizualizácia na paneli zobrazuje priebeh aktuálnych operácií, počítadlo „odbehaných“ kilometrov, stav strihacích nástrojov a počítadlá životnosti. Funguje klasicky, ako pri iných CNC strojoch sa na paneli zobrazuje vykonávaný NC kód, poloha a dráha nástrojov. Počítadlo prevádzkových hodín je prepojené s počítadlom určeným pre intervaly údržby.
Operátor jednak sleduje počty úderov jednotlivých nástrojov, jednak mu diagnostika oznámi (podľa nastavených údržbových intervalov), ktoré nástroje treba vymeniť alebo urobiť požadované úkony údržby. Modernizáciou sa podarilo zvýšiť celkovú efektivitu stroja v priemere o 20 %. Zároveň s efektivitou stúpla aj spoľahlivosť. Modernizácia sa skončila začiatkom augusta 2008 a zatiaľ sa neobjavili žiadne chyby systému alebo poruchy riadiaceho systému, pohonov alebo elektrokomponentov. V neposlednom rade sa modernizáciou podarilo znížiť čas vystrihovania niektorých dielov až o 30 %. Vlastné softvérové riešenie nadstavby na CAD systém ušetrilo personálne náklady, keďže na obsluhu stroja stačí už len jeden operátor.
Martin Karbovanec, Branislav Bložon
