













V súčasnosti spoločnosť SLOVARM pôsobí na celkovej priemyselnej ploche 21 306 m2 z čoho je 13 913 m2 výrobnej plochy. Počet zamestnancov je 200, z čoho je 140 v robotníckych profesiách a 60 v technicko-hospodárskych profesiách. Silnými stránkami spoločnosti SLOVARM sú dlhoročné skúsenosti v odbore, komplexné vybavenie potrebnými technológiami, vlastná výroba náradia, postupná modernizácia výrobných technológií, komplexné služby aj v oblasti OEM (Original Equipment Manufacturing) – od zhotovenia výkresovej dokumentácie cez výrobu až po dodávku výrobkov k zákazníkovi) a stabilné kapitálové a finančné zázemie ako člena skupiny Energy Group.
Popri nákupu nových strojných zariadení sa spoločnosť pustila aj do robotizácie. A práve nová inštalácia kolaboratívneho robota bola hlavným predmetom našej návštevy v závode.
Postup výroby
Vstupné suroviny pri výrobe mosadznej taveniny (aktuálna mesačná spotreba 220 ton) – spracovanie vlastných triesok z trieskového obrábania, nakupovanej kusovej odpadovej mosadze, kusovej medi a zinku, sa nasypávajú do veľkokapacitnej pece (2 tony), kde sa roztavujú pri teplote 950 °C.
Roztavený kov putuje buď do strojov s vysokotlakovým liatím alebo do indukčných pecí na kontinuálne odlievanie mosadzných tyčí pre vlastné spracovanie technológiou kovania, z ktorých sa ťahajú tyče s požadovaným priemerom (od 18 až po 50 mm). Tyče sa následne kalibrujú na dosiahnutie presného požadovaného priemeru.
V strojoch s vysokotlakovým liatím sa zatláčaním taveniny do foriem vyrábajú produkty s veľkými rozmermi, zložitejším tvarom, prípadne viackusovou výrobou na jeden výrobný cyklus.
Vyťahané okalibrované tyče putujú do kováčne, kde sú dve veľkokapacitné špeciálne kovacie linky, každá s vysokou kapacitou výroby za jednu pracovnú zmenu. Výstupom z týchto liniek sú výkovky bez prebytočného materiálu.
Okrem liniek disponuje firma kovacími lismi, z ktorých vychádzajú polotovary aj s prebytočným materiálom. Do týchto lisov vstupujú presne narezané mosadzné „špalíky“, ktoré sa delia na kotúčových pílach podľa daného typu výrobku. Tie ďalej smerujú na opracovanie tzv. apretúru, kde sa prebytky odstránia. Následne sa výkovky ošetrujú na tryskacom zariadení, aby nadobudli jasný žltý povrch. Výrobky sú takto pripravené na opracovanie, ktoré prebieha v obrobni buď na CNC strojoch alebo na vysoko produktívnych jednoúčelových strojoch. Niektoré polotovary sa opracovávajú pri jednej operácii, niektoré počas viacerých operácií, buď prestavením toho istého stroja alebo postupne na viacerých strojoch. To je aj dôvod, prečo sa v Slovarme zamýšľajú nad novými možnosťami opracovania mosadzných polotovarov s čo najväčšou efektivitou.
Po fáze opracovania prichádza na rad odmastnenie, ktorým prechádza každý vyrobený kus v závode a kde sa zbavuje mastnoty, nečistoty a zvyšných triesok. Poslednou voliteľnou operáciou môže byť povrchová úprava výrobku niklovaním. Na záver prebieha už len finálna montáž produktov, ktoré si to vyžadujú. Určité výrobky sa montujú väčšinou na linkách, väčšie priemery manuálne. Po montáži prebieha ešte skúška tesnosti každého výrobku. Na záver sa finálny vyrobený tovar už len balí a posiela na expedíciu.
V Slovarme sú doteraz v prevádzke mnohé jednoúčelové stroje z éry bývalej armatúrky s vysokou kapacitou výroby, ale s komplikovaným prestavovaním z jedného typu produktu na druhý. Svojho času sa v dielni nachádzalo veľa strojov rovnakého typu, ktoré chrlili výrobky v miliónových sériách. Pre dnešok je príznačný široký sortiment s oveľa nižšími sériami, čo Slovarm núti oveľa častejšie prestavovať výrobné stroje. Vzhľadom na vysokú kapacitu výroby pôvodných mašín, by sa jeden takýto stroj musel nahradiť priemerne až troma modernými CNC zariadeniami, aby sa adekvátne nahradila jeho enormná produktivita.
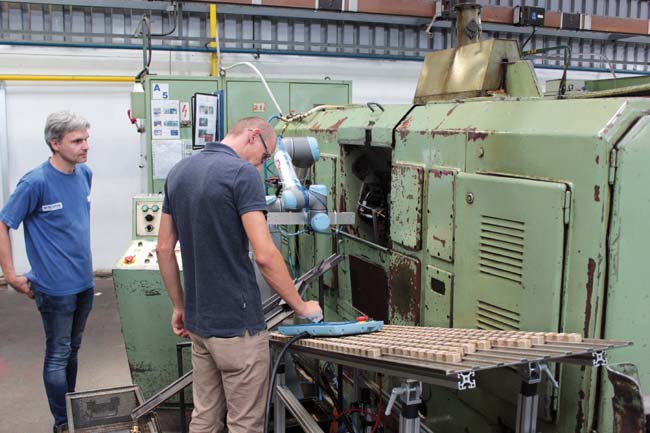
Kolaboratívny robot v akcii
Robot od spoločnosti Universal Robots je umiestnený na obrobni na výkonnom stroji s rodným listom z konca 60-tych rokov minulého storočia, ktorý má spolu ešte so svojou dvojičkou najvyššiu vyťaženosť v celom závode a celý rok vyrába jeden druh komponentu. Konštrukčne aj rozmerovo ide stále o ten istý výrobok. Celá táto produkcia sa používajú na výrobu domových prípojok plynu. Inštalácia robota na obsluhu stroja súvisí so zmenou koncepcie usporiadania v obrobni, kde je cieľom dosiahnuť, aby jedna osoba obsluhovala naraz dva stroje, jeden v pôvodnom stave s ručným vkladaním a vykladaním súčiastky a druhý s inštalovaným robotom.
Pred inštaláciou robota obsluhovala stroj osoba, ktorá počas celej pracovnej zmeny ručne vkladala súčiastku do stroja a po opracovaní ju vykladala, čiže sa jednalo sa o monotónnu prácu. V stroji prebiehajú operácie opracovania na šiestich staniciach, na každej z nich sa nachádzajú umiestnené voči sebe dve náradia. Na výkovku v tvare osemhrannej matice sa vyvŕta otvor, frézuje sa vnútorná časť, zrážajú sa hrany, vyrezáva závit a pri záverečnej operácii sa z vonkajšej strany odihluje. „Náhrada takéhoto pracovného miesta robotom je podľa mňa jedna z ciest, aby ľudia robili niečo rozumné,“ hovorí Ing. Andrej Bielik, prokurista spoločnosti Stimba, ktorá dodala a inštalovala robota UR5.
Robot UR5 s nosnosťou 5 kg (stačil by aj s nosnosťou 3 kg, potrebný však bol väčší dosah robota) má zásobník s výkovkami s kapacitou 368 kusov, pričom za zmenu sa obrobí cca 1400, čiže celý zásobník sa za ten čas približne štyrikrát vyprázdni. Úlohou obsluhy je len dokladať výkovky do zásobníka, aby sa úplne nevyprázdnil. Zásobník tvorí výškovo nastaviteľný sklzový dopravník hliníkovej konštrukcie aktuálne nastavený pod uhlom približne 15° (v prípade potreby meniteľný) tvorený ôsmimi žľabmi, pričom každý pojme 46 kusov výkovkov. Na spodku sa nachádzajú snímače prítomnosti súčiastky. Posunu súčiastok smerom nadol napomáha aj inštalované pneumatické vibračné zariadenie, ktoré neustále jemne vibruje. Robot začína odoberať matice z dopravníka z prvého žľabu a robí to dovtedy, pokiaľ z neho neodoberie posledný kus. Potom sa presúva k druhému žľabu v poradí a takýmto spôsobom postupne vyprázdňuje celý zásobník. Ten obsluha začne dopĺňať akonáhle vidí, že zakrátko by došlo k jeho vyprázdneniu, ale dostatočne skoro na to, aby sa neprerušilo opracovávanie na stroji.
Robot musel byť umiestnený tak, aby nebránil údržbe stroja cez niekoľko servisných otvorov na rozličných miestach stroja resp. aby sa v prípade nutnosti dal stroj obsluhovať aj manuálne. Prvotná vizualizácia obsahovala montáž robota priamo na stroj, ktorá by bola vďaka masívnej konštrukcii stroja realizovateľná. Práve z dôvodu početných servisných otvorov to napokon nebolo možné.
Robot má na koncových manipulačných čeľustiach bezpečnostný snímač na detekciu prítomnosti matice, aby v prípade jej náhodného vykĺznutia nedošlo k poškodeniu čeľustí robota v stroji. Koncové čeľuste sú prispôsobené danej aplikácii (jednotlivé diely pochádzajú od spoločnosti Zimmer-group) a z dôvodu neustálej prítomnosti oleja majú vyššiu chemickú odolnosť a krytie IP67.
Pracovný takt robota pri zakladaní a vykladaní jednej matice je závislý od rýchlosti opracovania stroja a pohybuje sa na úrovni 13 sekúnd. Ak by vznikla požiadavka na zrýchlenie procesu, tak robot má ešte k dispozícii drobnú časovú rezervu.
V čase našej návštevy v auguste prebiehala ešte skúšobná prevádzka robotickej aplikácie a vylaďovanie prípadných nedostatkov. Vo finálnej podobe budú ešte okolo robota zábrany, ktoré majú predísť potenciálnemu vstupu iných osôb do jeho pracovnej zóny. V najbližšom období sa z dôvodu agresívnejšieho pracovného prostredia nasadí na robot ochranný oblek rovnakej kvality, aký sa používa v lakovni. Uvažuje sa aj nad inštaláciou upozorňujúcich bezpečnostných majáčikov pre pracovisko a snímača pre zaznamenávanie počtu obrobených kusov.
Po nasadení robota počas druhého dňa používania dokázali na stroji za 8 hodín vyrobiť počet produktov zodpovedajúci 7-hodinovej norme. „Bol som veľmi príjemne prekvapený hladkým priebehom inštalácie a s takýmto dosiahnutým výsledkom už na druhý deň po spustení skúšobnej prevádzky som bol nadmieru spokojný,“ hovorí Ján Vacula, vedúci výroby v Slovarme.
Paradoxne, nového robotického kolegu ústretovo prijali hlavne staršie ročníky zamestnancov, čo milo zaskočilo i J. Vaculu: „Pre starších je fascinujúce, že robot pracuje neustále rovnako, presne po tých istých dráhach, čo niektorí ešte v živote nevideli.“
Intuitívne ovládanie
Spoločnosť Stimba sa historicky zaoberá integráciou štandardných robotov a s kolaboratívnou robotikou začala iba pred niekoľkými rokmi. Andrej Bielik však pomerne rýchlo rozpoznal jej potenciál, ktorý nasledovne výstižne zhrnul: „Realizácia aplikácie so štandardnými robotmi bežne trvá aj niekoľko mesiacov, programovanie môžu vykonávať iba vyškolení ľudia a pracovisko si vyžaduje pomerne komplexné ochranné prvky. Roboty UR umožňujú zákazníkovi byť nezávislým od dodávateľa robotickej technológie. Zákazník si v princípe sám dokáže vytvoriť riešenie, práca s robotom je oveľa intuitívnejšia bez potreby hlbokých znalosti robotiky a nutnosti inštalácie rozsiahlych bezpečnostných prvkov a ochrán. Kolaboratívny robot podľa môjho názoru nemá nahradiť ľudí, ale ich odbremeniť. Pokiaľ sa dá, ponúkame zákazníkom kolaboratívne roboty, po štandardných siahame len v aplikáciách s nosnosťou nad 10 kg, pri vysokých rýchlostiach pohybu alebo v náročných pracovných prostrediach. Kolaboratívne roboty sú podľa mňa použiteľné v 80 % všetkých aplikácií. My tvrdíme, že pokiaľ vie človek pracovať so smartfónom, tak do istej úrovne sa bez problémov naučí programovať aj kolaboratívne roboty UR. My napríklad asi 50 % zákazníkom dodáme UR roboty, zaučíme ich ľudí a následnú integráciu robotov realizujú vo vlastnej réžii. Školenie na roboty trvá niekoľko hodín. V podstate tieto roboty predávame ako krabicové riešenie.“
Slovám A. Bielika pritakáva aj J. Vacula: „Kolegovia z údržby si menšie korekcie dráh robota napríklad už medzičasom zrealizovali sami, práve vďaka jednoduchosti ovládania.“
Smelé robotické plány
Po pozitívnej skúsenosti s prvou robotickou inštaláciou sú v Slovarme odhodlaní pustiť sa do ďalšej fázy robotizácie. Tá sa v prvom kroku bude týkať spomínanej dvojičky výkonného jednoúčelového stroja, ktorý na rozdiel od toho prvého opracováva dve súčiastky naraz a talianskeho stroja TRZ, kde prebieha výroba viacerých typov výrobkov (implementovaný bude aj kamerový systém strojového videnia). Po prípadných úspešných realizáciách oboch projektov by bolo možné aplikovať navrhnuté technologické riešenia na ďalších rovnakých siedmich resp. dvanástich strojoch.
Na záver by sme sa radi poďakovali Jánovi Vaculovi, vedúcemu výroby v Slovarm, a.s. a Ing. Andrejovi Bielikovi, prokuristovi Stimba, s.r.o. za ich čas, ochotu a poskytnuté informácie.