






To, ako môže byť filozofia Priemyslu 4.0 implementovaná do konkrétnych projektov, predstavila nedávno spoločnosť Kirschenhofer Maschinen GmbH v projekte pre Britax Römer Kindersicherheit GmbH. Kirschenhofer Maschinen implementovala systém sledovania detských sedačiek bez akéhokoľvek druhu nadradených riadiacich systémov alebo centrálnych databáz a pomocou RFID nosiča na produkte ako zásobníka údajov. Tento nosič obsahuje poradie montážnych staníc a dokumentuje všetky výrobné kroky. To zaisťuje kvalitu a umožňuje neskoršiu a ľahšiu identifikáciu produktu aj v jeho obale – na akomkoľvek mieste a bez prístupu k databáze. Úspešný projekt je založený na prepojení TBEN-S viacprotokolových modulov RFID V/V od spoločnosti Turck s Labview, softvérom na vývoj systémov od National Instruments.
Každý, kto niekedy umiestňoval bezpečnostnú autosedačku do auta, ocenil normu Isofix. Stačia dve kliknutia a sedadlo je spoľahlivo upevnené v akomkoľvek vozidle vybavenom upevňovacími bodmi Isofix. Sedadlo má dve permanentne upevnené kotvy, cez ktoré sa dá zacvaknúť do kotviacich bodov vozidla Isofix. Konektor Isofix zjednodušuje konštrukciu sedadla a zvyšuje tak bezpečnosť. Tento „dar z neba“ pre rodičov je výsledkom spolupráce medzi výrobcom detských sedačiek Britax Römer a VW, ktorí spoločne uviedli tento štandard do života. Odvtedy sa stal medzinárodnou požiadavkou pre osobné automobily a detské sedačky.
Zákazníci a výrobcovia venujú osobitnú pozornosť bezpečnosti výrobkov na ochranu detí, ako sú sedadlá na bicykle, prilby, kočíky alebo autosedačky. V tomto prípade nemožno tolerovať žiadne výrobné chyby a musia byť odstránené tak rýchlo, ako je to možné. Avšak to je často mimo dosahu výrobcov, najmä ak dodávatelia dodávajú chybné komponenty. Druhou prioritou je preto zabezpečiť, aby sa stiahnutie výrobkov z obehu vykonalo rýchlo a hladko.
„Použitím riešenia bez PLC sme dokázali ušetriť tisíce eur na stanici prepracovania,“ Craig Craill, Kirschenhofer Maschinen GmbH
Zjednodušený systém založený na Labview šetrí náklady
Pred zostavením svojej výrobnej linky pre detskú sedačku Advansafix IV sa spoločnosť Britax Römer poradila s Kirschenhofer Maschinen GmbH, špecialistami na automatizáciu a výrobcami špeciálnych strojov. Obe spoločnosti sa nachádzajú v blízkosti Ulmu, len pár minút jazdy od seba. Spolupráca bola preto aj v doslovnom zmysle slova blízka. Zástupcovia zodpovední na oboch stranách mali čoskoro podobný názor na to, ako by sa mohla automaticky zabezpečiť bezpečnosť prevažne manuálnej výroby novej série detských sedačiek. Riadenie systému malo byť založené na Labview, jednom z najpoužívanejších softvérových prostredí na vývoj systémov pre testovacie, prístrojové a riadiace aplikácie, a nosičoch RFID používaných na ukladanie údajov. Prínosom bolo, že Britax Römer ušetril vysoké náklady na zmenu existujúcej výroby a investície do infraštruktúry.
Výrobný proces Advansafix IV pozostáva zo 16 krokov. V každom z nich sa musí skontrolovať jedna vlastnosť. Začína sa to konštrukciou základne sedadla a končí balením sedadla v kartónovej škatuli. Každý úspešný výrobný krok musí byť zdokumentovaný ako „v poriadku“ (OK). Ak sa nejaká stanica vynechá alebo sa nedá úspešne dokončiť, táto skutočnosť sa označí ako „nie je v poriadku“ (NOK).
Systém sledovania bez PLC a databázy
Nico Dreher, technologický inžinier spoločnosti Britax Römer zodpovedný za projekt, hľadal systém, ktorý by umožnil aj využívanie mobilných zariadení a aplikácií, aby sa zjednodušila identifikácia sedadiel u predajcov. Kirschenhofer vyvinul úplne nový systémový prístup, ktorý by spĺňal obidve požiadavky: riadenie procesu pomocou systému RFID, ktorý uchováva všetky údaje o výrobku na nosiči. Spočiatku sa to nezdá ako niečo prelomové, ale táto forma systému sledovania výroby sa nikdy predtým neimplementovala. Systémy sledovania zvyčajne používajú len ID značky a ukladajú súvisiace výrobné údaje do databázy, ku ktorej možno pristupovať zo všetkých relevantných procesných bodov. Kirschenhofer však chcel ochrániť svojich zákazníkov od tohto typu serverovej infraštruktúry. Koniec koncov, každý predajca by mal mať prístup k databáze. Decentralizovaný systém bez trvalého dátového spojenia a bez PLC má svoje výhody: po prvé mobilitu a nezávislosť a po druhé nižšie náklady. Limitovaná kapacita pamäte nosičov je obmedzenie len na prvý pohľad. Môžu sa ukladať iba relevantné informácie a funkcie.
Ako dôkaz správnej koncepcie sa implementovalo päť centrálnych krokov procesu
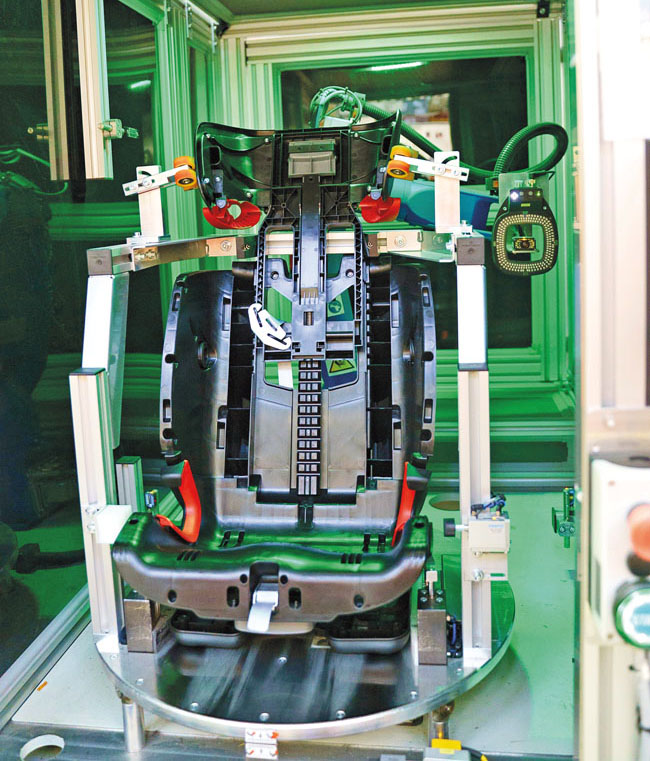
Len čo bol pripravený celkový návrh, implementovalo sa do pilotného systému v rámci výrobnej linky so 16 stanicami ako dôkaz správnosti koncepcie päť kľúčových pozícií. V prvej stanici sa dátový nosič vloží do základnej dosky nasledujúceho sedadla. Čítacia/zapisovacia hlava RFID skontroluje, či je správne uložená, a to tak, že načíta čerstvo nalepený nosič a zapíše ju do obrazu procesu. Ako druhá stanica bola zvolená robotická testovacia bunka. Tá vykonáva vizuálnu kontrolu 16 výrobných funkcií na značne dokončenom sedadle. Ak sa neskôr musia vyrobiť rôzne varianty sedadiel, testovací robot si môže prostredníctvom značky umiestnenej na sedadle zvoliť alternatívny test s inými funkciami. Tretia stanica kontroluje funkciu Isofix. Predtým ako je hotové sedadlo zabalené, štvrtá stanica skontroluje, či všetky predchádzajúce kroky procesu boli na štítku zdokumentované ako OK. Piata stanica je stanica prepracovania, na ktorej sú sedadlá označené ako NOK opravené.
Celý tento proces je uložený na štítku RFID. Existuje len jedno schválené poradie výrobných krokov. Systém zaistí, že po úspešnom dokončení procesu montáže na každej zo štyroch staníc sa nastaví správna postupnosť. Stanica 2 teda môže nasledovať len za stanicou 1 (vloženie do štítku). Kontrola, či bol krok na predchádzajúcej stanici 1 úspešne dokončený na aktuálnom sedadle, sa vykonáva na stanici 2. Len potom proces pokračuje.
Lepiace štítky s pamäťou 320 bajtov
Kirschenhofer našiel v spoločnosti Turck tie správne komponenty. Keďže štítok musel byť prilepený priamo na sedadlo, nemohol byť príliš veľký. Takisto to muselo byť relatívne lacné, pretože značka zostáva na výrobku. Spoločnosť Turck mohla ponúknuť inteligentný RFID nosič – nálepku TW-L36-18-F-B320, ktorá spĺňa všetky požiadavky. Štítok s veľkosťou 320 bytov dokonca ponúka viac pamäte, než je minimálna požadovaná veľkosť, čo dáva priestor aj na neskoršie vylepšenia systému, ak by sa museli pridať akékoľvek nastavené rozsahy merania alebo viac staníc.
Zjednodušené riešenie bez PLC
Na tento typ systémov sledovania a testovania nie sú potrebné žiadne PLC. Procesy nie sú časovo kritické a môžu byť tiež zaznamenané pomocou konvenčného kancelárskeho hardvéru. Avšak často bývajú v tomto prípade problémom rozhrania. Rozhrania RFID sú normálne určené na pripojenie k priemyselným sieťam ethernet a nemôžu preto ľahko komunikovať s PC aplikáciami alebo mobilnými koncovými zariadeniami.
Craig Craill, spolumajiteľ a programátor PLC v Kirschenhofer, hľadal riešenie, ktoré umožnilo prevádzku systému RFID bez použitia PLC. Najväčšou výzvou bola z tohto pohľadu stanica na prepracovanie. Operátor tu vidí všetky potrebné informácie na tablete. Aplikácia ukazuje, ktorá funkcia je chybná, a zobrazuje referenčný stav montáže v konečnom systéme. Tento systém je založený na štandardnom softvéri, takže spoločnosť Britax dokáže začleniť obrázky a texty bez ďalších nákladov na integráciu. Kirschenhofer využíva na stanici na prepracovanie systém Labview. Nakoľko tento softvér nemal žiadne prepojenie systémom RFID, muselo sa nájsť riešenie.
Naprogramovanie rozhrania medzi Labview a zbernicou Ethernet/IP
Kirschenhofer vybral kompaktné rozhrania TBEN-S-RFID pre systém Britax Römer a v závislosti od jednotlivých staníc výrobnej linky rôzne čítacie/zapisovacie hlavy od spoločnosti Turck. Modul TBEN-S môže posielať údaje z čítacích/zapisovacích hláv RFID predfiltrovaných cez Profinet, Ethernet/IP alebo Modbus TCP do nadradených systémov, čo sú zvyčajne riadiace systémy. C. Craill sa rozhodol naprogramovať priame rozhranie medzi Labview a Ethernet/IP, aby sa vyhol nepriamej trase cez riadiaci systém. Očakáva pozitívny vývoj protokolu: „Ethernet/IP má veľký potenciál, pretože má výhody priemyselnej siete Ethernet, ale na rozdiel od Profinetu je úplne otvorený a funguje bez licenčných poplatkov. Program tiež kladie vysoký dôraz na potenciál rozhrania medzi Ethernet/IP a Labview, pretože softvér je prakticky priemyselným štandardom pre testovacie zariadenia. C. Craill a jeho kolegovia z Kirschenhofer vytvorili celkovo 900 stránok počas niekoľkých mesiacov, ponorili sa do programov Ethernet/IP a vypracovali súbor s popisom zariadenia pre Labview, ktorý je podobný ovládaču. Predchádzajúce skúsenosti s pilotným systémom potvrdzujú bezproblémovú prevádzku rozhrania a poskytujú Kirschenhoferu slobodu pri ďalších projektoch.
Ďalšou výhodou systému je, že samotný Britax Römer môže definovať ďalšie funkcie, pridať ich do značky a nechať ich skontrolovať. Systém je taký otvorený, že ho možno rozšíriť bez znalosti programovania. Zamestnanci výrobcu sedadiel ho môžu prispôsobiť aj rozšíreným výrobným procesom, výrobe iného variantu sedadla alebo dokonca inému výrobku.
Systém založený na značkách šetrí PLC a peniaze
C. Craill zhruba porovnáva cenu riešenia PLC s riešením pre tablet s OS Windows: „Riešenie bez PLC nám umožnilo ušetriť niekoľko tisíc eur na stanici prepracovania. Jednoduchý tablet s OS Windows Surface umožňuje nahradiť PLC, displej a ďalšie IPC na správu databázy.“ Testovací robot je v aktuálnom štádiu nasadzovania stále riadený PLC. Aj tu si C. Craill dokáže predstaviť prácu bez PLC. „To nie je v súčasnosti možné pre bezpečnostné signály. No už som testoval bezpečnostný modul TBPN od spoločnosti Turck. Ten by mohol byť použitý aj na kontrolu testovacieho robota bez potreby PLC.“
Zvýšená bezpečnosť procesu pri prepracovaní
Projekt však nie je vynikajúci len z hľadiska nákladov. Procesy, najmä prepracovanie, sú dnes účinnejšie a bezpečnejšie. „V minulosti bolo potrebné po skúške písomne zaznamenať, aká bola chyba na výrobku, alebo skontrolovať každú funkciu na pracovisku prepracovania. Dnes umiestnime sedadlo do stanice a na displeji uvidíme, ktorá funkcia je chybná. To je značný prínos, pretože je rýchlejší a bezpečnejší ako predtým,“ hovorí N. Dreher, ktorý je nadšený z riešenia. Kirschenhofer vybral pre stanicu prepracovania predĺženú čítaciu/zapisovaciu hlavu TNLR-Q80L400, pretože pre sedadlo nie sú k dispozícii žiadne pevné kotviace body a hlava na čítanie/zápis musí pokrývať väčší rozsah. „Dlhšia čítacia/zapisovacia hlava zabezpečuje, že značka je spoľahlivo detegovaná vo všetkých polohách. Stanica tiež umožňuje použitie mobilných zariadení a dokáže rozpoznať sedadlá v uzavretých škatuliach,“ vysvetľuje dôvody výberu čítačky RFID s rozmermi 80 x 400 milimetrov C. Craill.
Efektívna logistika výrobkov
Úspešne prepracované sedadlá sa konečne dostanú na poslednú stanicu v rámci výrobnej linky. Tu sa vykonáva záverečná kontrola, či sú všetky funkcie v poriadku. Až potom je sedadlo vybavené schvaľovacím štítkom s jedinečným sériovým číslom. Potom sa zabalí do škatule tak, aby sa štítok mohol prečítať cez kartón bez toho, aby bolo potrebné škatuľu otvoriť. „Môžeme dokonca vytvoriť stanicu prepracovania komunikujúcu s mobilnými zariadeniami. Potrebujeme na to len ďalší tablet, čítačku, prepínač a licenciu Labview. Takto by sme mali absolútny prehľad o prevádzke, boli by sme akcieschopnejší a v prípade poruchy by sme mohli ísť k predajcom a skontrolovať sedadlá. Bolo by to efektívnejšie než to, čo sa robilo predtým,“ hovorí N. Dreher. V takomto prípade sme predtým museli u predajcu vybrať všetky sedačky zo škatúľ, aby sme ich mohli jednoznačne identifikovať. Následne muselo byť každé sedadlo vložené späť a opäť precízne zabalené. To bola náročná úloha pre predajcu aj v našom vlastnom sklade, nakoľko príslušné sedačky museli byť pred odoslaním skontrolované.
Záver
Prevádzka piatich staníc pilotného systému dokazuje platnosť konceptu, ktorý Kirschenhofer implementoval s riešením BL ident RFID od spoločnosti Turck. Projekt má byť teraz spustený na ostatných staniciach. Nie je to prvý projekt, pri ktorom bol C. Craill ohromený komponentmi Turck. „Kirschenhofer už dlho používa moduly TBEN-S. Boli sme prví, ktorí testovali V/V moduly a prví, ktorí používali aj moduly RFID. Boli sme ohromení viacprotokolovým konceptom, pretože nám umožnil držať v sklade len jeden modul. Môžeme to použiť v rámci Profinetu, ako to je v prípade testovacej stanice robota, alebo v Ethernet/IP ako na stanici prepracovania – vždy používame správne zariadenie. Rozsah čítacích a zapisovacích hláv a dátových nosičov nás tiež zaujal. Takýto produktový balík možno nájsť len v spoločnosti Turck.“
Zdroj: Tag Team. Prípadová štúdia. Hans Turck GmbH & Co. KG
Partnerom firmy Turck v SR je Marpex, s.r.o., Dubnica nad Váhom.
