





Slovenský výrobný závod Secop, s. r. o., sa ťažiskovo zaoberá výrobou hermeticky uzavretých kompresorov. Tie sú primárne určené pre tri trhové segmenty. Prvým je domáce chladenie, t. j. kompresory pre chladničky a mrazničky, ktorý však spoločnosť pre nízke marže a silnú konkurenciu najmä ázijských výrobcov opúšťa. Druhý, kde má spoločnosť najväčší podiel na trhu, sú kompresory pre chladiace boxy umiestňované v obchodných centrách, predajniach potravín, hoteloch, reštauráciách, baroch a pod. Tretím segmentom sú kompresory pre mobilné chladiace systémy a aplikácie, ako sú napr. dodávky, kamióny, kateringové autá, farmaceutické aplikácie či aktuálny projekt pre systémy chladenia vakcín.
Po ukončení činnosti akciovej spoločnosti CALEX Zlaté Moravce odkúpil v roku 2001 nemecký Danfoss priestory tejto tradičnej domácej značky a postupne začal premiestňovať na Slovensko strojno-technologické vybavenie z viacerých výrobných závodov v zahraničí. V roku 2010 bol závod predaný spoločnosti Aurelius AG a zároveň došlo k zmene obchodného mena na Secop. Od roku 2019 je spoločnosť súčasťou finančnej skupiny Orlando.
Objem výroby sa pohybuje na úrovni 2,8 mil. kompresorov za rok. V priebehu nasledujúcich troch rokov by sa mal tento objem takmer zdvojnásobiť, a to aj vďaka presunu výroby jedného typu kompresora z rakúskeho závodu. Takmer celá produkcia smeruje pritom k zahraničným odberateľom.
Výroba komponentov vo vlastnej réžii
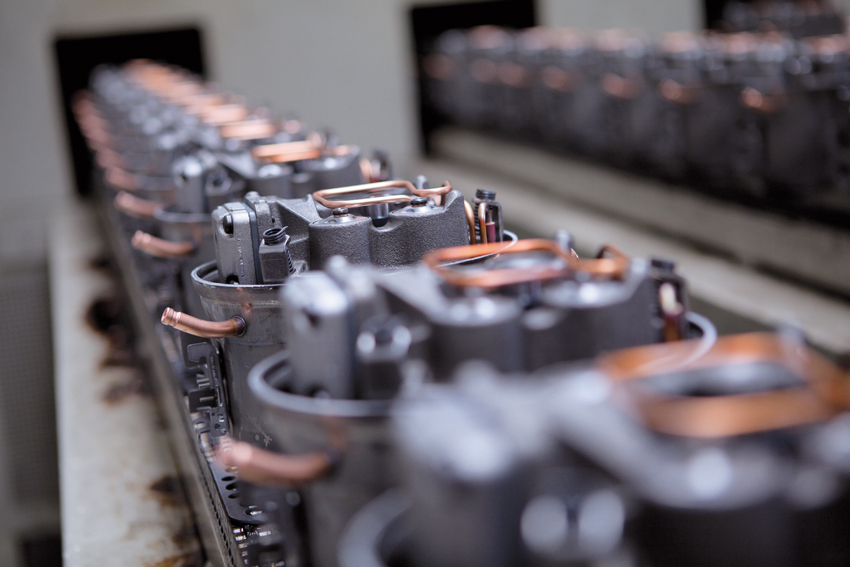
Finálnym produktom je hermeticky uzavretý kompresor. Vnútornú časť tvorí stator, rotor, piest, blok, ventilová doska atď., pričom k technológii sa pripája pomocou konektorov – rúrok. Jednotlivé časti kompresora sa vyrábajú na tzv. komponentových linkách priamo v spoločnosti Secop a len malá časť komponentov sa nakupuje od externých dodávateľov. Od tavenia hliníka, brúsenia, vŕtania a lakovania cez hlboké strihanie, lisovanie, navíjanie statorov až po kompletnú montáž kompresora – to je len časť toho, čo sa odohráva za múrmi výrobných hál. Niektoré komponenty, ako napr. blok alebo hriadeľ, prichádzajú k špecializovaným, na mieru vyrobeným strojným zariadeniam pracujúcim v rýchlych cykloch, ktoré vykonajú nejakú operáciu, napr. lisovanie, frázovanie, vŕtanie, a výsledkom je finálny komponent. Tieto zariadenia vyžadujú obsluhu maximálne dvoch zoraďovačov. Druhým typom sú linky, ako napr. montáž statora, kde sa sériovo, teda postupne od jedného pracoviska k druhému pridávajú jednotlivé komponenty a na konci linky je zmontovaný kompletný stator.
Aby sa vnútri kompresora pri výrobe podarilo dodržať maximálnu dovolenú hodnotu vlhkosti, prechádzajú komponenty cez sušiacu pec. Následne sa spolu zvarí spodná a vrchná časť kompresora, hermeticky sa uzavrie a prechádza cez héliový test, ktorý dokáže odhaliť aj mikroúniky. Po nafarbení sa kompresor naplní olejom, vykonajú sa funkčné testy a podľa požiadaviek odberateľov sa pridajú potrebné označenia.
Naoko správne fungujúca linka a papierové záznamy
Spoločnosť Secop, s. r. o., nastúpila cestu zlepšovania riadenia výrobných procesov už v roku 2007, keď zaviedla vlastný výrobný informačný systém. „Ten umožňuje sledovať krátkodobé aj dlhodobé trendy tých najdôležitejších výrobných ukazovateľov, ako je napr. produktivita, kusy/hod., celková efektívnosť zariadení (OEE), odpad, opravy, prestoje či poruchy. Údaje sa však do informačného systému zadávali manuálne. Do hodinových záznamov vedených v papierovej forme zapisovala obsluha podľa definovaných kódovníkov typy chýb či príčinu prestoja, resp. dôvody, prečo sa vyskytla odchýlka vo vyrobenom počte kusov v porovnaní s plánom,“ vysvetľuje Radoslav Ondrejmiška, výrobný riaditeľ spoločnosti Secop. Stále sa však vyskytujú situácie, keď pri novej linke s časom cyklu 6 sekúnd nemá nastavovač šancu zistiť, že tento čas je o pol sekundy dlhší. Práve tento rozdiel spôsobuje za 5 minút výroby stratu niekoľko desiatok kusov, čo nie je zanedbateľná položka. Aj keď ide linka „na oko“ bez poruchy, práve polsekundové predĺženie času cyklu spôsobuje rozdiel v reálnej výrobe. Nemožnosť presnej identifikácie príčiny vedie k tomu, že obsluha stroja „odhadne“ príčinu chyby a vyberie jej príslušný kód, ktorý sa následne zadáva do výrobného informačného systému.
Zmena prístupu a začiatok digitalizácie
Po tom, ako sa v roku 2018 stala majiteľom slovenského výrobného závodu japonská spoločnosť Nidec Motor, začalo sa diskutovať o vylepšení celého riadenia výrobných procesov. Do procesu iniciatívne vstúpila aj spoločnosť SOVA Digital, a. s., ktorá sa špecializuje na riešenia v oblasti digitalizácie a automatizácie procesov a mala skúsenosti z realizácie riešenia vo veľmi podobnom type výroby už v minulosti. Preto sa obidve spoločnosti dohodli na vytvorení pilotného projektu, ktorý si stanovil niekoľko cieľov – priniesť vizuálny prehľad o dianí priamo pracovníkom v prostredí výroby, poskytnúť vedúcim pracovníkom nástroje na identifikáciu príčin porúch, prestojov či odchýlok skutočnej výroby od tej plánovanej, ako aj zvýšiť ukazovateľa OEE, resp. výrobný výkon o 15 %.
„Prvý projekt tohto typu bol nasadený na montážnej linke kompresora tzv. NF platformy, ktorá má perspektívu byť vyťažená dopytom od odberateľov,“ vysvetľuje R. Ondrejmiška. Postupom času pribudol aj ďalší cieľ projektu – zníženie nákladov pri výrobe kompresorov tejto platformy. Práca človeka je jednou z vecí, ktorú možno v procese výroby ovplyvniť, pričom tvorí najvýraznejší podiel v rámci nákladových položiek vyrábaného kompresora. „Nemalo veľký význam nasadiť projekt digitalizácie a automatizácie na jeden stroj, ktorý obsluhuje jeden človek. Práve preto bola zvolená ako pilotný projekt linka, kde sa na montáži podieľa okolo 30 pracovníkov,“ dopĺňa František Šlosiar, manažér produkcie v spoločnosti Secop, s. r. o. Pôvodne plánovaný cieľ zvýšenia výrobného výkonu sa podarilo naplniť – pred nasadením projektu sa čísla pohybovali na úrovni 1 900 – 1 950 kompresorov za zmenu, v súčasnosti sa Secop dostal na úroveň 2 200 kompresorov za zmenu.
Bez predchádzajúcich skúseností, ale s víziou
Spoločnosť zo Zlatých Moraviec nemala pred realizáciou projektu takmer žiadne skúsenosti z oblasti digitalizácie procesov a bola na tomto poli jednoznačne nováčikom. Aj preto od SOVA Digital ako realizátora projektu očakávala usmernenie a pomoc pri definovaní základných častí a krokov tejto zásadnej zmeny. Časový plán projektu bolo rozvrhnutý na trinásť mesiacov.
Projekty tohto typu sa v žiadnom výrobnom podniku nepresadzujú ľahko, nakoľko vedenie aj majitelia sú už od začiatku hladní po tom, koľko to firme prinesie benefitov a kedy sa investícia splatí. Avšak takýto výpočet nemožno vopred presne stanoviť už len preto, lebo často sú takéto zásadné technologické zmeny spojené aj so zásadnými zmenami v myslení všetkých pracovníkov, s tým, ako budú nové riešenia využívať a pod. „Priamym, aj keď nie finančným benefitom je už len to, keď pracovníci vo výrobe začnú na svoju prácu pozerať z iného uhla pohľadu, osvoja si nové myslenie a prístupy a rozvíjajú to v priebehu času tak, že v konečnom dôsledku sa to prejaví aj na tých exaktne vyčísliteľných položkách,“ konštatuje R. Ondrejmiška.
Zosieťovanie strojov
V prvom kroku bolo potrebné v spolupráci s oddelením údržby aj so zástupcami dodávateľskej spoločnosti pozbierať a komunikovať údaje o šesťdesiatich operáciách vykonávaných strojnými zariadeniami vybranej linky. Vybudovaná bola kompletne nová infraštruktúra vrátane jednotnej komunikačnej siete a servera, do ktorého sa všetky údaje z linky posielali. Strojné zariadenia neboli vybavené na pripojenie do komunikačnej siete. Boli vybavené staršími platformami systémov PLC od spoločnosti Siemens Simatic S5-300 a 400. Aj keď niektoré boli osadené aj novšími verziami Simatic S7, chýbali komunikačné karty pre zbernice Profibus/Profinet. Vzájomne bola odsúhlasená a definovaná platforma na výmenu údajov medzi PLC umiestnenými na strojoch a priemyselným PC (data koncentrátorom), aby bolo možné tieto údaje čítať aj na strane databázového servera. Aby sa dosiahol maximálny výkon, hlavný server sa skladá ešte z ďalších štyroch virtuálnych VMware serverov, nakoľko každá inštalovaná aplikácia potrebuje svoj vlastný výkon. „Na začiatku projektu sa objem údajov, ktoré sa zapisovali do databázy, pohyboval na úrovni 4 000 riadkov/hod., v súčasnosti sa to rozrástlo na 6 000 riadkov/hod. Táto hardvérovo-softvérová modernizácia si vyžiadala približne štyri mesiace práce, ale vďaka príprave podrobného akčného plánu sa nám to podarilo zrealizovať bez problémov,“ konštatuje F. Šlosiar.
V rámci SOVA Digital pracovali na riešení paralelne dva tímy – jeden riešil údajové prepojenie medzi výrobnými zariadeniami a databázovým serverom, druhý tím mal na starosti vytvorenie digitálneho dvojčaťa výrobnej linky pre kompresory platformy NF. Jeho správna činnosť bola testovaná na skúšobných offline údajoch a až po preukázaní schopnosti generovať relevantné výstupy bolo digitálne dvojča prepojené s reálnymi údajmi z linky. Rýchlosť generovania údajov z PLC je rádovo v tisícinách sekundy, takže digitálne dvojča by dokázalo pracovať doslova v reálnom čase. Kvôli tomu, aby sa databázový server nezahlcoval takýmto kvantom údajov, sú dáta spracovávané a do digitálneho dvojčaťa posielané každých päť minút, čo je pre tento typ výroby a pre jej digitálnu podobu postačujúce.
Následne sa začala testovacia prevádzka celého riešenia a generovanie OEE reportov. Samotné programovanie a údajové prepojenie s fyzickými zariadeniami realizovala SOVA Digital formou na kľúč, pričom použila štandardizované výstupy, ktoré sa osvedčili aj pre výrobný závod v Zlatých Moravciach. O kvalite dodávateľa riešenia svedčí aj skutočnosť, že programátori zo SOVA Digital dokázali nielen naprogramovať všetky požadované procesy, ale vďaka skúsenostiam z predchádzajúcich podobných projektov aj navrhnúť niektoré zmeny a zlepšenia, ktoré neidentifikovali ani samotní pracovníci Secop a ktoré pomohli zlepšiť celkový výsledok.
„Napriek tomu, že v rámci riešenia boli použité najmodernejšie technológie, nebolo možné očakávať, že systém dokáže na jedno kliknutie okamžite a presne identifikovať príčinu vzniknutého problému a ešte aj navrhne presne postup, ako tento problém vyriešiť. Skôr je to o hľadaní súvislostí medzi zbieranými a spracovanými údajmi, na základe čoho sa stanovuje ďalší postup,“ vysvetľuje R. Ondrejmiška.
Rôzne úrovne
Proces digitalizácie má v spoločnosti Secop niekoľko úrovní. Tou prvou je informačný LCD panel pri jednotlivých strojných zariadeniach výrobnej linky kompresora. Obsluha na ňom môže sledovať aktuálny cyklový čas, priebeh výroby, štatistické ukazovatele, ako aj porovnanie reálnej výroby oproti stanoveným cieľom. Hodnoty ukazovateľov sú pre lepší prehľad odlíšené farbami – zelenou a červenou. Druhou úrovňou sú štandardné OEE reporty, ktoré vyžaduje zapojenie všetkých pracovníkov tímu a ktoré ukazuje širšie súvislosti linky a jej výkonu. Digitálne dvojča je treťou úrovňou, ktorá umožňuje online alebo spätne sledovať priebeh výroby. V prípade potreby zmien na výrobnej linke ich možno najprv odsimulovať na digitálnom dvojčati a tak vopred získať pohľad na to, čo tieto zmeny budú z hľadiska výkonu či iných ukazovateľov predstavovať. „Digitálne dvojča je v prevádzke už druhý rok, využívame ho najmä v prípadoch, keď linka pracuje kvázi v štandardnom výkone, napriek tomu sa reálna výroba líši od tej plánovanej. Tak možno sledovať každý jeden vyrobený kus, každú paletu, analyzovať jej cestu výrobnou linkou a zistiť, kde nastal problém,“ vysvetľuje F. Šlosiar. Aktívne sa na to využíva systém RFID identifikácie od spoločnosti Siemens, ktorý bol tiež pridaný ako nové riešenie v rámci projektu digitalizácie. Do RFID značiek pripevnených na paletový systém Bosch, na ktorom sú umiestnené komponenty, sa prechodom cez jednotlivé pracoviská zapisujú vykonané operácie a tak vzniká kompletný prehľad o každom vyrobenom kompresore.
Proces práce s digitálnym dvojčaťom vyžaduje proaktívny prístup a prácu s ľuďmi tak, aby nové systémy aktívne využívali a nečakali, že na jedno kliknutie sa objavia informácie, z ktorých bude okamžite zrejmé, ako možno zvýšiť produktivitu či výkon linky o nejaké percentá. Aj Secop prešiel takýmto obdobím stagnácie pri práci s novým riešením, keď pracovníci minimálne využívali potenciál nového riešenia. Avšak v súčasnosti bola vytvorená nová pozícia procesného inžiniera pre digitalizáciu, ktorého cieľom bude pokračovať v začatom projekte a naplno využiť potenciál digitalizácie zavedenej v predchádzajúcich troch rokoch. „Je dôležité, aby takýto projektový líder spolupracoval priamo aj s ľuďmi z výrobnej prevádzky a ostatných úsekov, ktorí sú používateľmi nových technológií, aby im pomohol odhaľovať ich možnosti a prínosy. Jedným z najhorších scenárov môže byť, keď sa po realizácii takéhoto rozsiahleho a významného projektu pracovníci vracajú k svojim postupom z minulosti,“ konštatuje R. Ondrejmiška. Tomuto chce Secop predísť a nastúpiť na novú cestu zlepšovania svojich procesov prostredníctvom digitalizácie. „Namiesto vypisovania papierov prichádza nová úloha pre procesných inžinierov – analyzovať, analyzovať, analyzovať,“ dopĺňa F. Šlosiar.
Inteligentná fabrika
Do konca tohto roka plánuje Secop spracovať stratégiu digitalizácie tak, aby sa zo slovenského výrobného závodu stala inteligentná fabrika. „Väčšina procesov by sa mala digitalizovať, pracovníci by mali získať online prehľad o dianí na väčšine výrobných liniek. Na novú úroveň by sa mala posunúť aj vizualizácia údajov a ich analýza, čo by malo zase pomôcť pri presnejšom a efektívnejšom rozhodovaní a realizácii potrebných akcií,“ uzatvára naše stretnutie R. Ondrejmiška.
Ďakujeme spoločnosti Secop, s. r. o., za možnosť realizácie reportáže a Radoslavovi Ondrejmiškovi a Františkovi Šlosiarovi za poskytnuté technické informácie.