


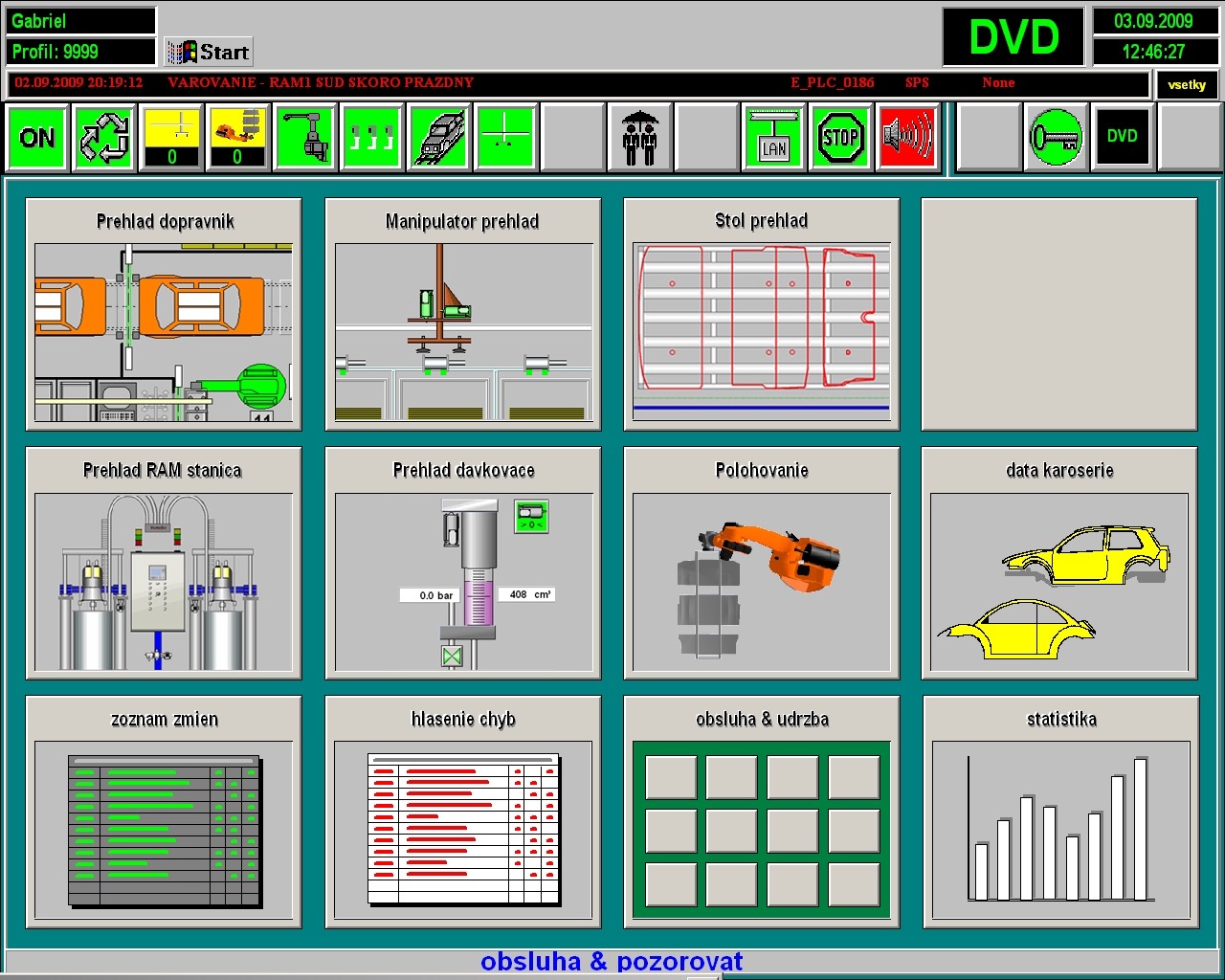





Úvod
So spoločnosťou CIM Slovakia sme sa boli pozrieť na ich automatizované zariadenie DVD, ktoré je súčasťou výrobnej linky v lakovni Volkswagen Slovakia, a.s. Toto zariadenie slúži na automatizované lepenie strešných lepeniek do vozidiel Touareg, Cayenne a Audi. Typy karosérií, ktoré majú panoramatickú strechu, nemajú teda strešnú lepenku, prechádzajú cez zariadenie bez úprav.
Strešná lepenka je špeciálny druh potiahnutého kartónu slúžiaci na zlepšenie zvukovej izolácie vo vozidle. Celý proces lepenia začína príchodom karosérie na vstup pracoviska. Každý nosič karosérie, tzv. „skid“, má v sebe integrovaný dátový nosič. Na čítacom mieste pred robotizovanou bunkou sa načítajú údaje o type karosérie, čiže riadiaci systém vie, aká karoséria je pripravená na lepenie. Typ karosérie je zobrazený na prehľadnom displeji. Ak sú údaje o type karosérie načítané, potom dá riadiaci systém pokyn manipulátoru na odber lepeniek pre karosériu. Lepenky odoberá z pripravených zásobníkov.
Zásobníky lepeniek
Zásobníky lepeniek sú priehľadné boxy z plexiskla so špeciálne tvarovaným vnútorným profilom zabraňujúcim nežiaducej zámene lepeniek. Keďže na pracovisku sa lepia lepenky do troch typov áut (karosérií), je vedľa seba umiestnená šestica zásobníkov. Pre každý typ sú pripravené dva zásobníky, čím sa zabezpečí plynulosť výroby. Ak sa jeden zásobník vyprázdni, manipulátor začne využívať druhý.
Mimochodom, plnenie zásobníkov je jediná manuálna práca na celom pracovisku. Počas procesu výroby sú dvere zásobníkov uzamknuté. Pred plnením zásobníka musí obsluha zadať požiadavku na odblokovanie dverí (stlačením bezpečnostného tlačidla). Ak sa v priestore zásobníka nenachádza chápadlo manipulátora, dvere sa do niekoľkých sekúnd odblokujú a zároveň sa nad daným zásobníkom vysunie bezpečnostný valec. Bezpečnostný valec bráni vstupu manipulátora do otvoreného zásobníka, no prístup do ďalších zásobníkov neblokuje.
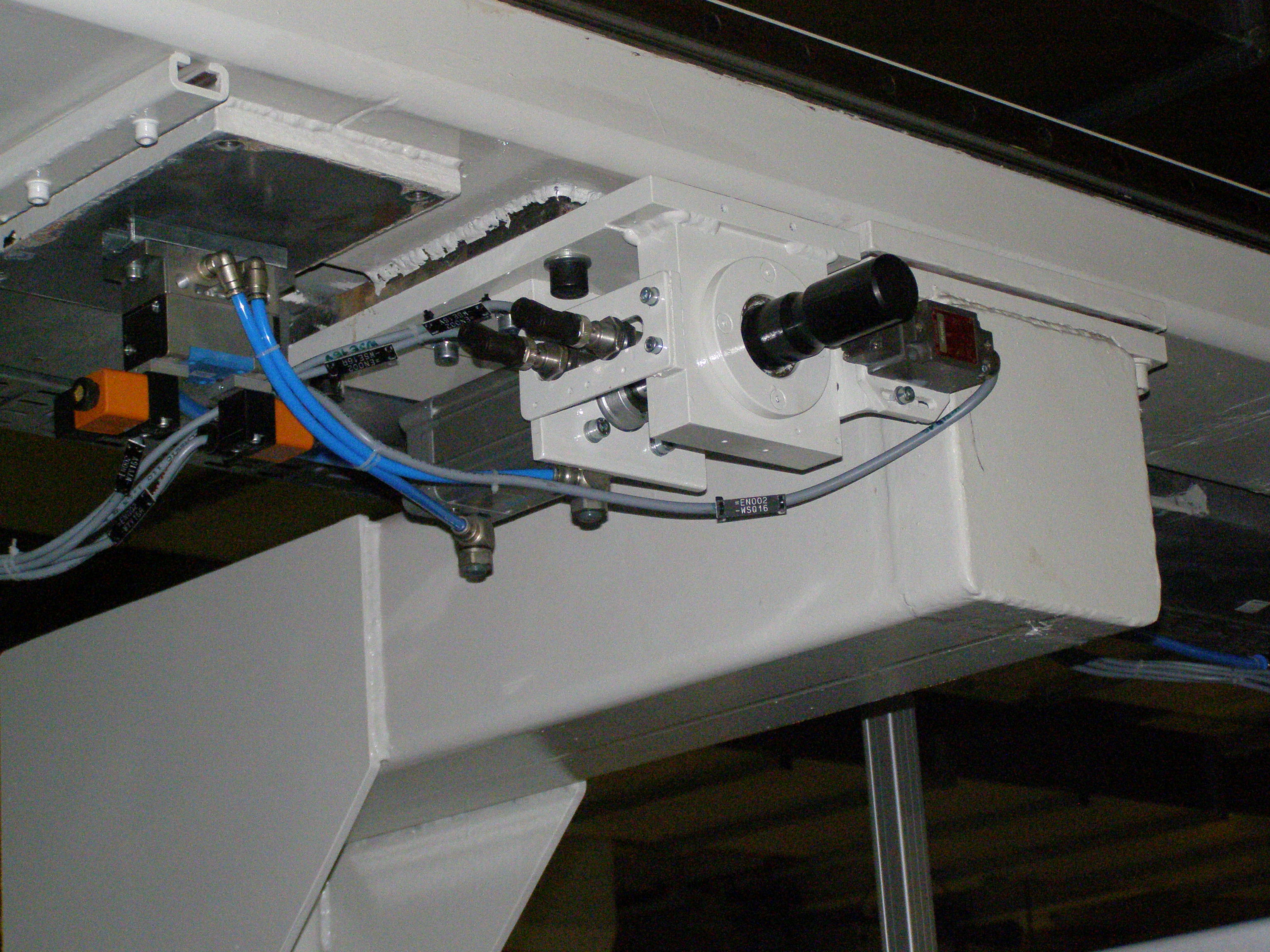
Manipulátor
Dvojosí lineárny manipulátor plní v procese výroby dve úlohy. Prvou úlohou je presun lepeniek a druhou je vybratie lepeniek zo zásobníkov. Manipulátor je poháňaný synchrónnymi servopohonmi Siemens s výkonom 0,82 kW. Pohyb manipulátora je v osi X pri transporte a v osi Z pri výbere a ukladaní lepenky. Dôležitou súčasťou manipulátora je obdĺžnikové chápadlo s dvoma radmi prísaviek, tromi snímačmi vzdialenosti SICK, indukčnými snímačmi polohy a podtlaku.
Potrebný počet prísaviek sa aktivuje podľa profilu lepeniek, pretože typy lepeniek sú rôzne. Ak by sa aktivovali nesprávne prísavky, nevzniklo by požadované vákuum (podtlak) a lepenku by sa nepodarilo zo zásobníka vybrať. Na chápadle sú umiestnené DCS Siemens ET200Pro a Festo CPX, komunikujúce v sieti Profinet. Samotný proces výberu lepenky sa dá rozdeliť na dve fázy – fáza výberu a fáza prisatia lepenky. Počas prvej fázy sa manipulátor rýchlo presúva v osi Z do zásobníka tesne nad lepenky, do polohy získanej z laserových snímačov. Potom sa pomalým pohybom manipulátor pritlačí na lepenky za pomoci indukčných snímačov kontrolujúcich zatlačenie prísaviek. Následne manipulátor zaháji fázu prisatia.
Snímače podtlaku detegujú, či vzniklo potrebné vákuum medzi prísavkami a lepenkou. Keď je lepenka prisatá, snímače sa zopnú a manipulátor ju môže transportovať. No ešte predtým vykonáva špeciálny trhaný protipohyb, ktorý oddelí náhodne zlepené lepenky. Nato ich manipulátor preloží na preberací stôl.
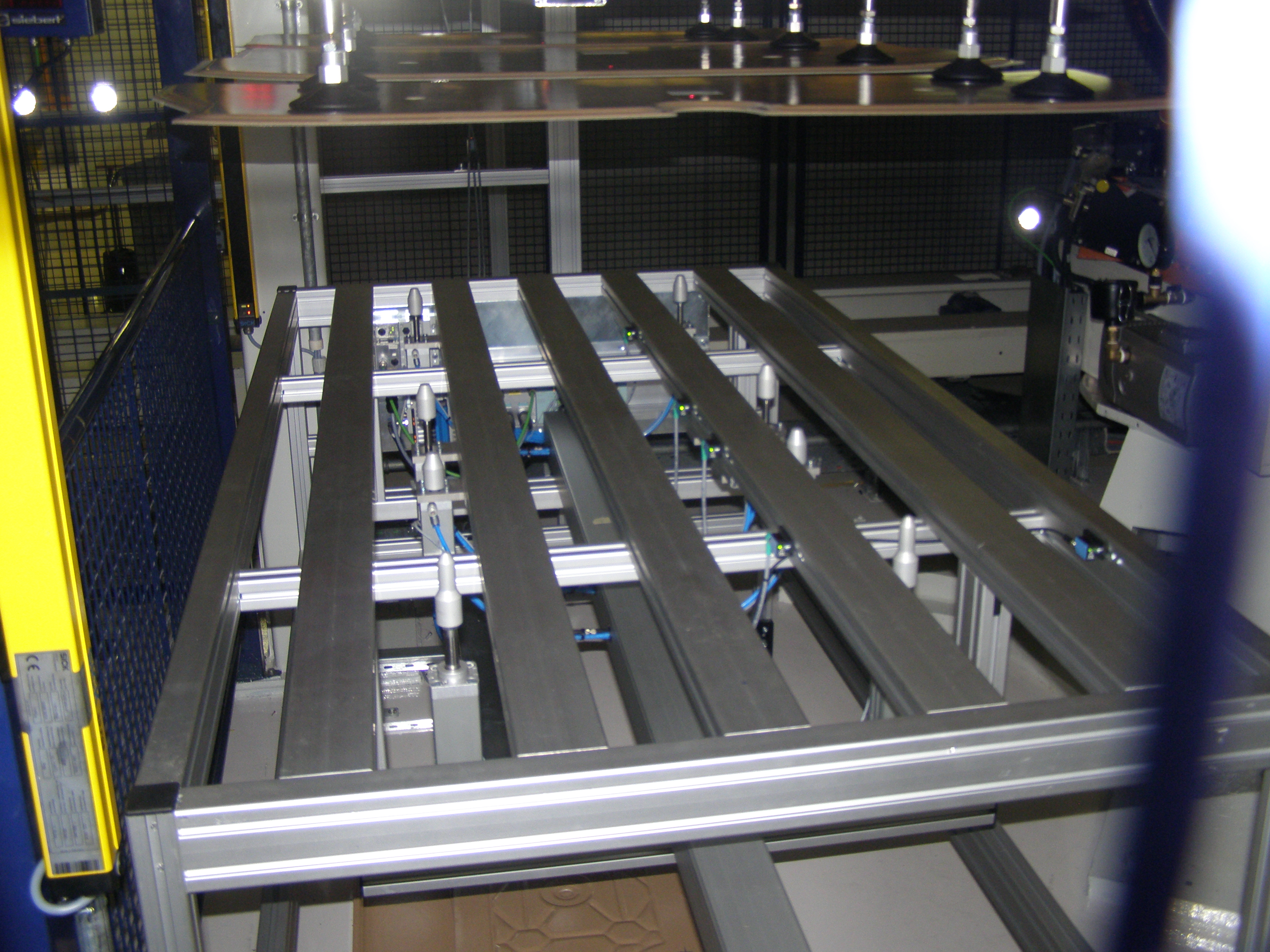
Preberací stôl
Preberací stôl slúži na odovzdávanie lepeniek medzi manipulátorom a robotom. Je osadený centrovacími tŕňmi, ktoré sú vysúvané pneumatickými valcami podľa typu položenej lepenky. Lepenky totiž obsahujú otvory, pomocou ktorých sa na vysunutých tŕňoch centrujú, čím sa definuje presná poloha lepenky pre robota. Detekciu prítomnosti lepenky zabezpečujú difúzne optické snímače Sick umiestnené na stole.
Pripravená je aj tzv. núdzová stratégia v prípade poruchy manipulátora, pri ktorej môže obsluha ukladať lepenky priamo na prekladací stôl. Na vizualizačnom panely sa zobrazí typ karosérie a typ požadovanej lepenky, ktorú jednoducho položia na centrovacie tŕne. Keď snímače detegujú správnu lepenku, k slovu sa dostáva robot, ktorý sa stará o samostatný proces lepenia.
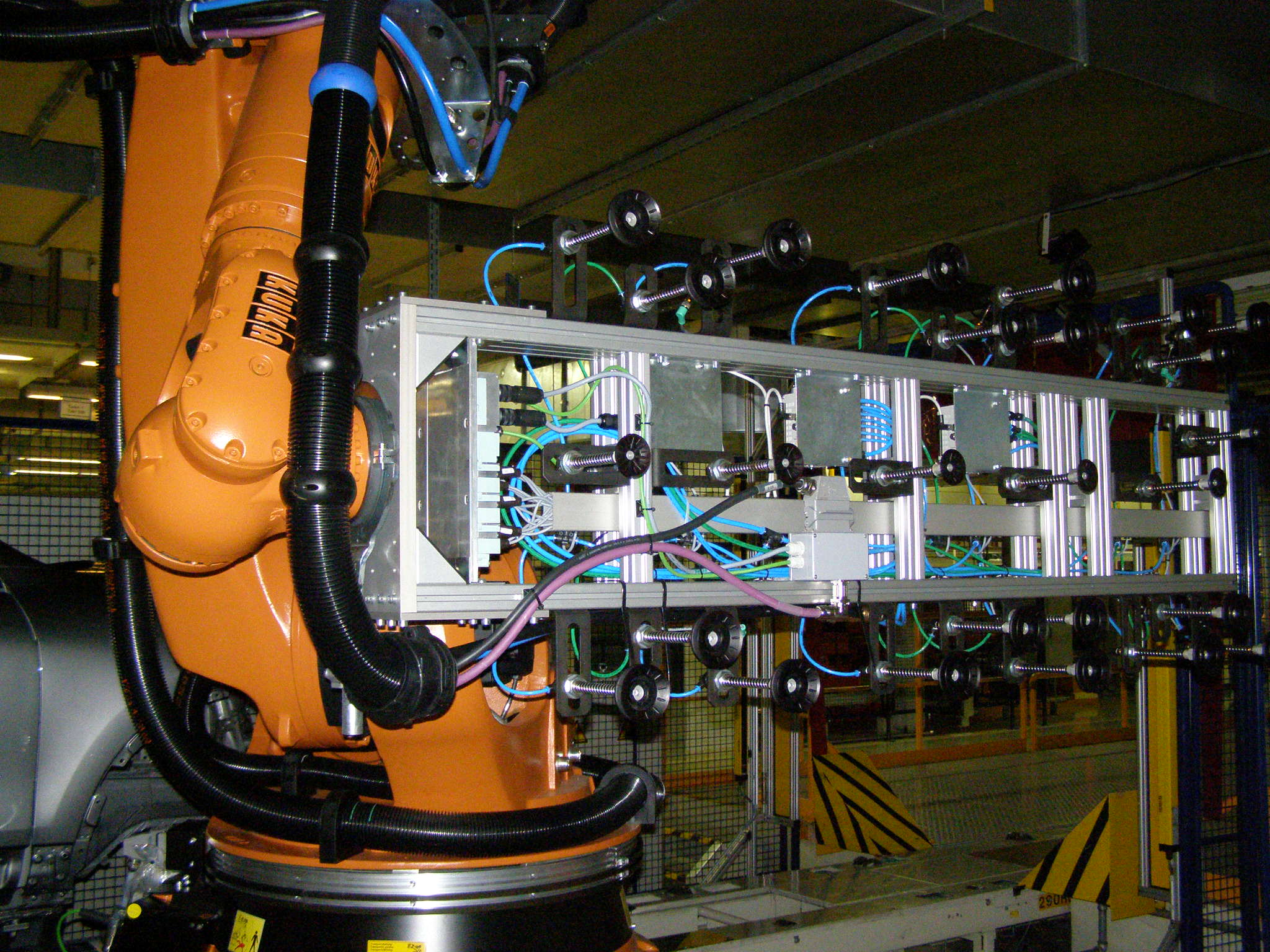
Robotická bunka
Na lepenie sa používa robot KUKA typu VKR 210-2 so šiestimi stupňami voľnosti a nosnosťou 210 kg, ktorého osi sú poháňané striedavými synchrónnymi motormi. Vlastná práca robota spočíva v tom, že prostredníctvom chápadla, ktoré je obdobnej konštrukcie ako malo chápadlo manipulátora, prisaje lepenky a presunie ich k dávkovacím dýzam, kde sa nanáša lepidlo a následne ich nalepí do karosérie.
Robot za pomoci dávkovačov dokáže automaticky zistiť nesprávne alebo nedokončené nanesenie lepidla na lepenky. Ak tento prípad nastane, robot lepenky odloží na vyhradené miesto a proces lepenia sa opakuje s novými lepenkami. Riadenie robota je do riadiaceho systému pripojené prostredníctvom zbernice Profinet. Chápadlo robota je vybavené podobne ako chápadlo manipulátora.
Obsahuje prísavky, indukčné snímače zatlačenia prísaviek a podtlakové snímače, s tým rozdielom, že v strede sa nachádzajú prítlačné elementy. Tieto prítlačné elementy počas lepenia tlačia na stred lepenky, aby bolo lepenie rovnomenné. Robot po nalepení lepenky do karosérie začína cez otvory (prekladací stôl ich používal na definovanie presnej polohy) odsávať vzduch a podtlak zabezpečí lepšie prilepenie lepenky.
Dávkovanie lepidla
Lepidlo pre trojicu dávkovačov dodáva RAM stanica. Zo suda (buď pracovného alebo rezervného) sa lepidlo pri tlaku 400 bar prečerpáva piestovým čerpadlom s pneumatickým motorom GRACO. Z dávkovacej stanice sa lepidlo nanáša desiatimi pevne namontovanými a jednou vertikálne vysúvateľnou tryskou. Dávkovacie pumpy sú poháňané servomotormi Siemens 0,82 kW s meraním polohy a otáčok absolútnym viacotáčkovým rotačným snímačom. Dávkovanie lepidla prebieha cez 11 trysiek, ktoré nanášajú paralelné lepidlové pásy.
Posledná, vysúvateľná tryska následne nanáša obvodový pás lepidla. Každá lepenka obsahuje vzduchové kanáliky, preto sa musí lepidlo nanášať tak, aby sa neporušili. Pri odsávaní vzduchu sa totiž tieto kanáliky aktívne využívajú. Prívod lepidla do trysiek a dávkovačov uzatvárajú guľové ventily. Na ovládanie ventilov, snímania polohy ventilov a tlaku lepidla sa opäť používa DCS Siemens ET200Pro a Festo CPX.
Jednou nepríjemnou vlastnosťou lepidla je zasychávanie na vzduchu po 15 minútach. Aj preto sú trysky vyrobené z tekaflónu, na ktorom sa lepidlo drží len minimálne. Pri práci s lepidlom vzniká riziko zalepenia dávkovacích zariadení, a preto sa na čistenie používajú mesamolové pumpy. Všetky prívodné hadice lepidla sú ohrievané na teplotu 36 °C.
Riadiaci systém
V zariadení bola zrealizovaná decentralizovaná architektúra, tvorená komunikačnou sieťou Profinet a podriadenou CPX komunikáciou prístrojov Festo. Centrálne PLC SIMATIC je prostredníctvom siete spojené s decentrálnymi stanicami v rozvádzači, v skrini riadenia robota, v skrini riadenia RAM stanice, s elektrickými a pneumatickými decentrálami na chápadle robota, chápadle manipulátora, prekladacom stole a dávkovacom zariadení lepidla. Profinet sieť tvoria tri opticky prepojené switche, s komunikačnou redundanciou. Sú umiestnené v poli rozvádzača, v PC a v skrinke na pódiu pracoviska núdzovej stratégie.
Výsledky
Spoločnosť CIM Slovakia začala na projekte pracovať v období od marca do júna 2009. Jednou z požiadaviek bolo zalepenie strešnej lepenky do dvoch minút. Aj napriek tomu, že len nanášanie lepidla na lepenky zaberá polovicu času, podarilo sa túto požiadavku splniť pomocou využívania prekrytého času.
Ďalšou požiadavkou bolo vypracovanie núdzových riešení v prípade poruchy alebo výpadku zariadení. Ručné nanášanie lepidla pomocou vzduchových pištolí však obsluha nemusela použiť, pretože pracovisko pracuje bez problémov od uvedenia projektu do prevádzky v roku 2009 až do dnes.
