




GEFRA GmbH sídli juhovýchodne od Kolína nad Rýnom v idylickej dedine Friedewald. Spoločnosť založil v roku 1995 Thomas Rothweiler a odvtedy si získala celosvetovú reputáciu ako popredný dodávateľ kontrolných systémov. „Rôzne varianty nášho radu zariadení Optisort sa používajú v mnohých krajinách po celom svete, kde sa starajú o to, aby kontrolované spojovacie a upínacie prvky spoľahlivo spĺňali stanovené požiadavky,“ hovorí zakladateľ a riaditeľ spoločnosti. Väčšina zákazníkov GEFRA sú dodávatelia hlavných automobilových subdodávateľov, ale tiež letecký priemysel. „Naše zariadenia musia preto spĺňať najvyššie nároky z hľadiska spoľahlivosti,“ zdôrazňuje T. Rothweiler.
Väčšina objektov kontrolovaných jednotkami GEFRA Optisort sú kovové komponenty upínacej techniky, ako sú skrutky, matice alebo kotúče. Kontrole na geometrické a povrchové vlastnosti tiež podliehajú plastové diely, kolíky na spúšťanie airbagov alebo tesniace a uzatváracie kryty najrôznejšieho druhu.
Takáto široká škála má však aj svoje úskalia. „Každý nový testovaný diel je vždy spojený s určitými výzvami. Tie sa začínajú spôsobom prísunu dielu, pokračujú automatickou manipuláciou a končia sa s meniacimi sa požiadavkami na strojové videnie, čo je kľúčový prvok vo všetkých procesoch kontroly,“ vysvetľuje T. Rothweiler.
Podľa T. Rothweilera sú častým problémom pri vstrekovaných dieloch vstrekovacie body, pretože z hľadiska geometrie sa môžu viditeľne líšiť: „Takéto efekty môžu byť pri toku materiálu a optickej kontrole skutočnou výzvou. Realizovať spoľahlivú detekciu škrabancov alebo chýb na povrchových vrstvách, napr. na kovových kotúčoch, zvyčajne pri požadovanej rýchlosti nie je jednoduché,“ hovorí zakladateľ GEFRA.
Žiadna výroba na mieru – napriek rozmanitosti
Z dôvodu rozmanitosti kontrolovaných dielov a materiálov GEFRA za posledných 15 rokov nevyrobila viac ako dve rovnaké zariadenia. Napriek tomu T. Rothweiler nepovažuje rad Optisort za zariadenia vyrábané na mieru, hlavne pre osvedčený sofistikovaný modulárny systém. „Naša koncepcia konštrukcie strojov je založená na štandardných moduloch pri všetkých čiastkových funkciách. To platí pre mechanické prvky, teda tie, ktoré zabezpečujú prísun a manipuláciu s kontrolovanými objektmi, aj pre PC komponenty a nasadený kontrolný softvér,“ pokračuje T. Rothweiler.
Podstatná časť know-how firmy sa venuje práve tejto oblasti. Postupom času vyvinula spoločnosť univerzálny stavebnicový systém obsahujúci približne 150 nástrojov, ktoré sa používajú v závislosti od úlohy a umožňujú napríklad kontrolu rôznej výšky a rôzneho priemeru objektov. Vďaka dlhoročným skúsenostiam firmy vedia jej odborníci posúdiť, ktoré softvérové nástroje sú najvhodnejšie pre konkrétne diely a na detekciu konkrétnych chýb. T. Rothweiler a jeho inžinieri sa v prípade systému spracovania obrazu takisto spoliehajú na štandardné hardvérové komponenty, ktorých väčšinu dodáva firma Stemmer Imaging. „Pre nás je dôležité mať dobrých dodávateľov vo všetkých sférach. V oblasti spracovania obrazu preto už roky spolupracujeme so Stemmer Imaging a skúsenosti s nimi sú vynikajúce. Ich produktové portfólio pokrýva všetky komponenty potrebné pre naše zariadenia,“ konštatuje T. Rothweiler.
Zameranie na štandardizované prvky platí tiež pre doteraz najväčšie zariadenie, ktoré GEFRA kedy vyrobila, a to z hľadiska mechanického vyhotovenia aj z hľadiska najefektívnejšieho počtu prvkov systému spracovania obrazu.
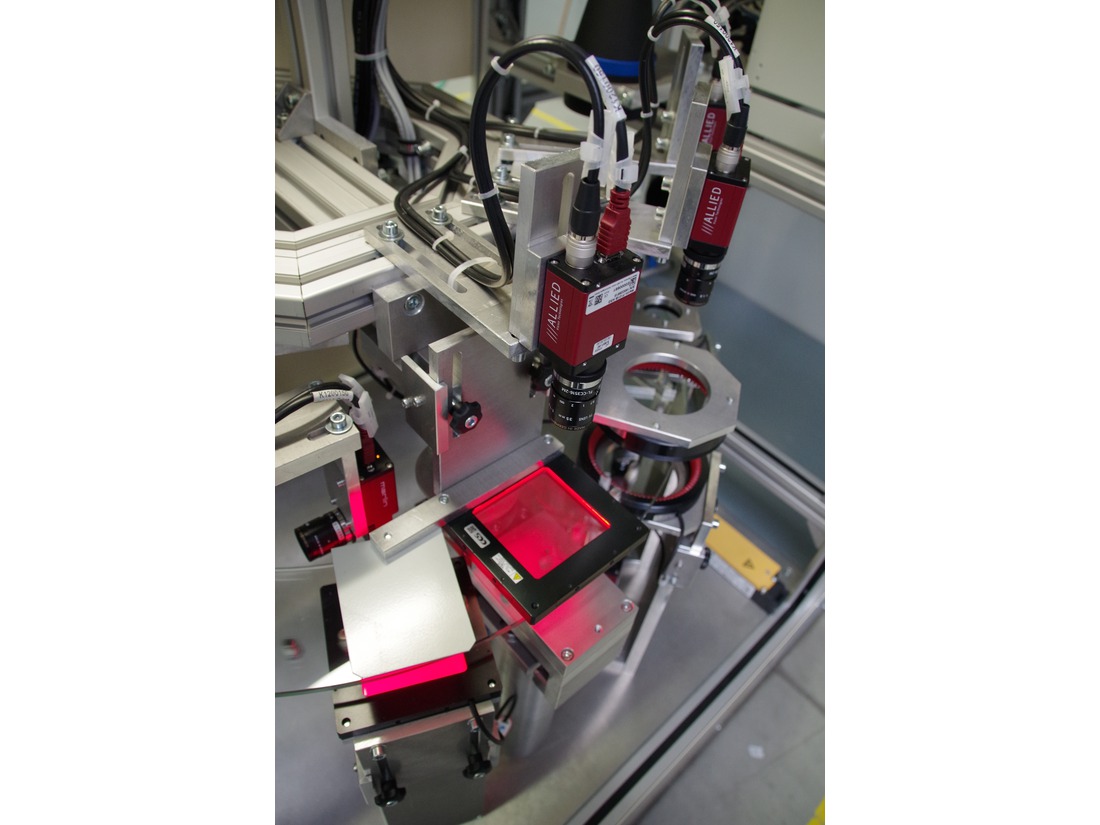
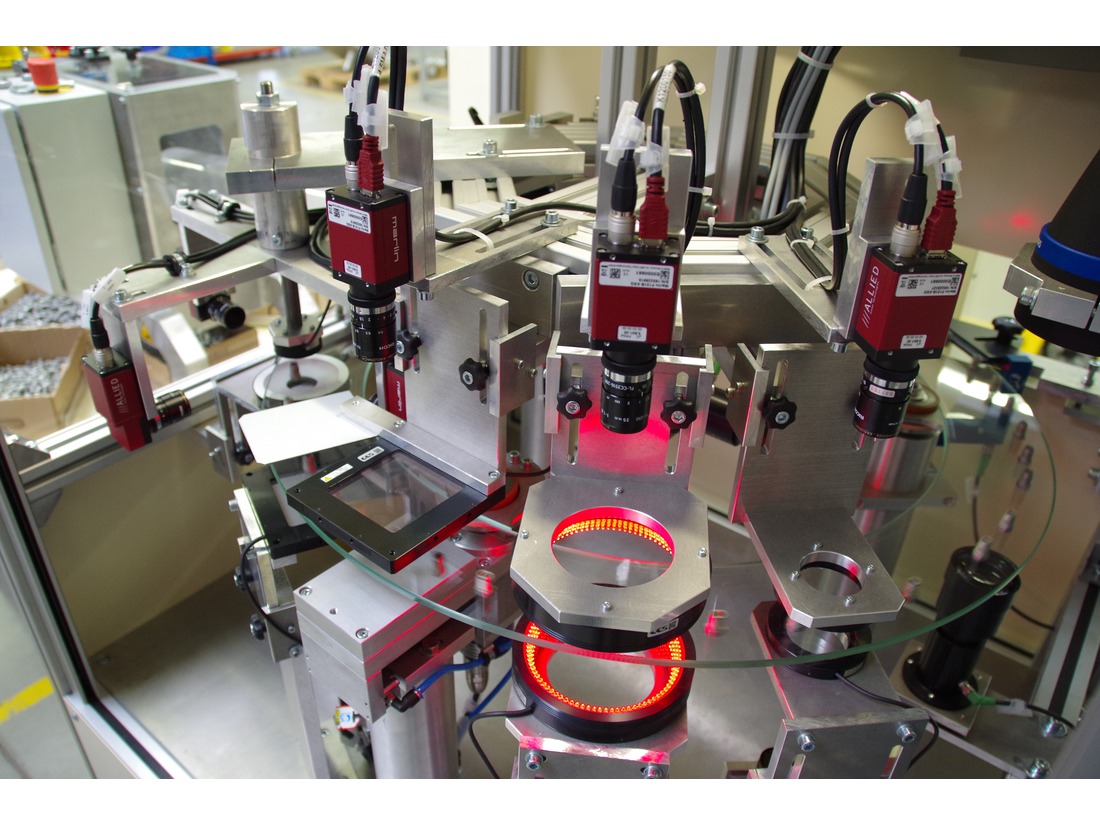
Až doteraz mali sklenené taniere, na ktorých sa presúvali objekty k jednotlivým kontrolným stanovištiam, priemer 500 mm. To však z priestorových dôvodov obmedzovalo počet možných kontrolných staníc, a preto sa v GEFRA rozhodli pri konštrukcii aktuálneho zariadenia na kontrolu skrutiek na upevnenie brzdového vedenia v automobiloch integrovať väčšie sklenené taniere s priemerom 800 mm. Kontrolované objekty sú na sklenených tanieroch umiestnené voľne a aktuálne prechádzajú šiestimi stanicami, kde ich preskenuje dvanásť kamier systému spracovania obrazu.
Dvanásť kamier na šiestich staniciach
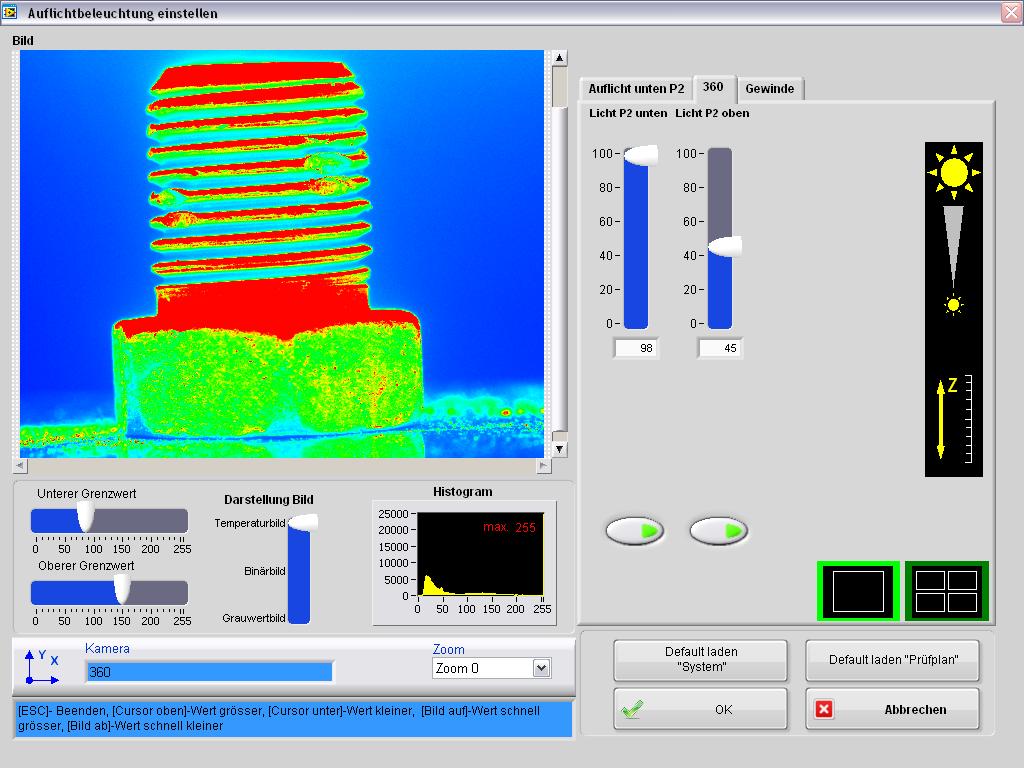
Kontroluje sa prísne dodržiavanie tolerancie všetkých geometrických rozmerov vrátane kvality závitov, aby sa zaistila stopercentná funkčnosť. Na jednej zo staníc sa vykonáva priebežná 360° kontrola prostredníctvom štyroch kamier, vyvinutá odborníkmi GEFRA, ktorá odhaľuje chyby na závitoch. Pritom je dôležité rozpoznať prípadné triesky a hrany, ktoré vznikli v predchádzajúcich fázach výroby, a diely s takýmito chybami vyradiť.
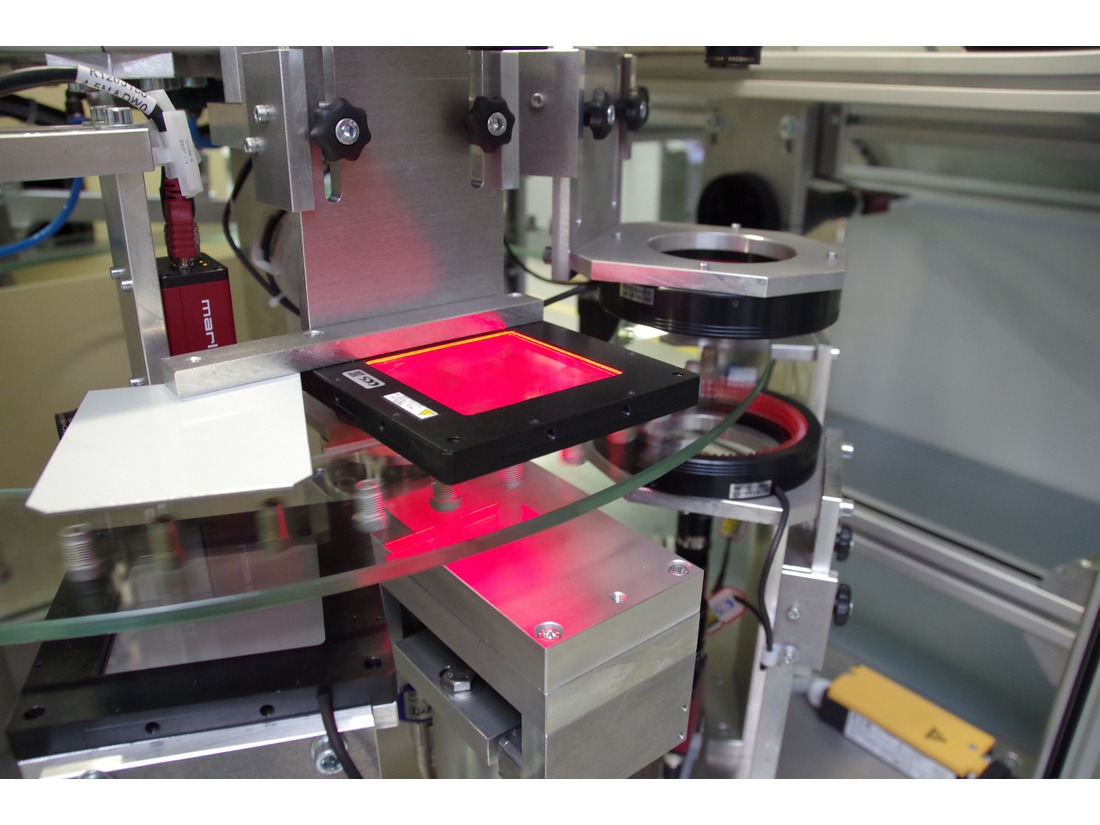
Proces kontroly sa začína prísunom skrutiek. Koncový zákazník niekedy dodá zásobníkový systém skrutiek a ich samotný prísun potom GEFRA prispôsobuje potrebám stroja. V prípade aktuálneho zariadenia však GEFRA vyvinula celú mechaniku. Skrutky prichádzajú neusporiadané vo veľkom počte, následne sú oddelené pomocou mechanicky prispôsobenej vibračnej misy a privádzané k systému triedenia v dvoch možných polohách. Potom sa skrutky presúvajú na otáčajúci sa sklenený tanier a na ňom prechádzajú cez šesť kontrolných stanovíšť. Prvé stanovište meria geometrické rozmery, ako je priemer závitu, vyvŕtané otvory a rozmery šesťhranu čiapočky skrutky, aby bolo možné stanoviť správnu veľkosť kľúča. Popri tom sa tu zisťujú aj prípadné nechcené výstupky na skrutkách. Rovnako ako na všetkých meracích staniciach, aj tu je na určenie presných hodnôt použité telecentrické osvetlenie a optika, čo vyžadovalo nasadenie vysoko kvalitných prvkov systému spracovania obrazu. Vďaka tomu sa dosahuje presnosť na úrovni stotiny milimetra. V rovnakom priestore stanice je umiestnený aj ďalší podsystém, ktorý meria menovitý a malý priemer závitu, fázu, výšku a sklon závitu skrutky.
Nasledujúca stanica je vybavená LED osvetlením tmavých miest a umožňuje kontrolu obrysov prípadných triesok. V nadväznosti na to sa pokračuje kontrolou povrchu skrutiek, ktorou sa detegujú poškodenia, napríklad odtlačky, poškriabania, deformácie alebo chyby povrchovej vrstvy.
Na rozpoznanie rozdielov na povrchovej vrstve a odchýlok v jase a farbe slúži nasledujúca stanica, ktorá je osvetlená zvrchu a zospodu. Na konci celého kontrolného procesu sa zisťuje, či majú závity správny smer, kontinuálny charakter a či konce aj korene závitov zodpovedajú stanoveným požiadavkám. Na to sú v 90° uhlových odstupoch inštalované štyri kamery. Každá z nich má zorné pole 110 až 120°, vďaka čomu môžu byť objekty dôsledne kontrolované zo všetkých strán.
Kamerám vládne Manta
Všetkých 12 kamier je typu Manta G-223B od spoločnosti Allied Vision. Ide o model s rozhraním GigE. Aplikované sú tiež rôzne filtre v závislosti od kontrolnej úlohy. Na niektorých stanovištiach sa využíva infračervené svetlo. Vtedy je kamera vybavená IR filtrom RG715 namiesto bežného ochranného skla.
Vyhovujúce diely idú ďalej
Tie objekty, ktoré prejdú kontrolou na jednotlivých staniciach bez problémov, sú zo systému vysúvané rýchlym pneumatickým valcom. Vo výrobných závodoch sa z ďalšieho procesu vyraďujú väčšinou chybné diely, automobilový priemysel však preferuje opačnú filozofiu. Je to jediný spôsob, ako zabezpečiť, aby v procese zostali iba bezchybné kusy aj v prípade, keď napríklad dôjde k poruche triediaceho valca. Vytriedené bezchybné diely prechádzajú rúrou na rotačný stôl, odkiaľ sa nimi plnia kartónové škatule alebo malé prepravky. Počítadlo sa stará o to, aby sa v každom kontajneri ocitol korektný počet dielov pred tým, než otočný stôl prejde do ďalšej pozície. Celé zariadenie dokáže skontrolovať 500 dielov za minútu, ale teoreticky sa možno dopracovať až na hodnotu 600.
PC ako riadiaca centrála
Najväčšou výzvou pri vývoji zariadenia bola realizácia simultánneho ovládania a vyhodnocovania všetkých komponentov z jedného počítača. V plnom nasadení je tu vysoko výkonný počítač v podobe škálovateľného doskového počítača poskladaného zo štandardných PC komponentov. Tým je celé zariadenie tak trochu unikátne, keďže jediný počítač spracúva a vyhodnocuje zábery z dvanástich kamier rýchlosťou 500 obrázkov za sekundu.
Na jednoduché nastavenie, zobrazenie a obsluhu zariadenia slúžia integrovaný monitor a klávesnica. Zobrazujú sa nimi napríklad chybové hlásenia alebo signály zo senzorov merajúcich mieru naplnenia kontajnerov. Umožňujú tiež náhľad na jednotlivé zábery zo zariadenia aj zobrazenie príslušných farieb indikujúcich nejakú chybu na zariadení.
Nové nápady vo výhľade
Zariadenie medzičasom dostal zákazník z Francúzska, kde pracuje k jeho plnej spokojnosti. Pred sprevádzkovaním jednotky vo Francúzsku bol zákazník systému Optisort na návšteve vo Friedewalde, kde oficiálne prebral zariadenie a tiež absolvoval školenie. Tento spôsob sa firme GEFRA osvedčil, pretože ich zákazníci sú potom spravidla schopní obsluhovať zariadenia sami a vedia si ich tiež prestaviť na iné testované objekty. Inžinieri GEFRA odvtedy pracujú na ďalších zariadeniach, pri ktorých majú niekoľko zaujímavých nápadov na zvýšenie výkonu. Tie však zakladateľ firmy prezradiť nechcel. „Efektivita našich systémov bude určite stúpať,“ povedal na záver so záhadným úsmevom T. Rothweiler.