





To znamená najvyššiu možnú efektívnosť výroby. Vznešene povedané efektívnejší, ale priamo povedané lacnejší vyhráva. A to už dnes prestáva byť otázka lacnej pracovnej sily, ale čím ďalej, tým viac ide o stupeň automatizácie a vyladenosti procesov. Výroba rozvádzačov sa dá automatizovať aj postupne – po krokoch, spravidla podľa investičných možností. Dnes už existujú stroje na úplnú automatizáciu niektorých činností, na iné činnosti máme k dispozícii zatiaľ poloautomaty alebo pomocné zariadenia. No pracuje sa aj na strojoch, ktoré úplne automatizuje zapojovanie vodičov, čo je zrejme najsofistikovanejšia činnosť.
Úplne na začiatku
Digitálne dvojča je základná vec, ktorú musíme mať na to, aby ostatné procesy bolo možné naozaj efektívne pridávať. Od toho sa odvíja všetko ostatné. Ideálne je tu, samozrejme, projektovanie v európskom systéme číslo jeden, teda v systéme Eplan. Ten vytvára plnohodnotné digitálne dvojča z hľadiska mechanického aj elektrického. Súčasne je dôležité, teda priam nevyhnutné používať produkty, ktoré sú podporované, to znamená, že k nim existujú súhrnné údaje v najrozsiahlejšej databáze – Eplan Dataportal. Tá predstavuje v súčasnosti najväčšiu databázu elektrických prístrojov s údajmi mechanickými aj elektrickými. Takýchto údajov je na moderné požiadavky naozaj dosť. Zahŕňajú, samozrejme, rozmery, hmotnosť, 2D a 3D obrázky, lokalizáciu upevňovacích otvorov s požiadavkami na vlastnosti upevnenia, lokalizáciu elektrických prípojných miest, údaje o potrebe pripojenia – vlastnosti vodičov, druh skrutkovača, uťahovací moment a množstvo iných vecí, ktoré potom umožnia automatizáciu. A to sme tu spomenuli iba časť mechanických vecí. Elektrické sú pritom podobne rozsiahle.
Eplan Dataportal obsahuje na jednom mieste prístup k 620 000 súborom s dátami od aktuálne 258 výrobcov komponentov. Toto číslo sa pritom neustále zvyšuje. Výrobcovia majú, samozrejme, veľký záujem byť v tejto databáze, nie každý však má k dispozícii všetky mechanické a elektrické dáta, napríklad 3D vyobrazenia. Tí najvyužívanejší výrobcovia sú však s disponibilitou týchto dát vpredu.
Na montáž rozvádzača potrebujeme skriňu. Najviac sa používajú skrine a skrinky od firmy Rittal. Tento výrobca má na dataportáli viac ako 97 % produkcie vrátane komponentov na rozvod prúdu a klimatizačných zariadení. Skriňu treba bežne ešte mechanicky opracovať, spravidla navŕtať bežné a závitové otvory do montážnej dosky, vyrezať otvory na ovládače do dverí, na klimatizačnú jednotku alebo filtroventilátory do bočníc alebo strechy, prípadne špeciálne otvory na konektory a podobne.
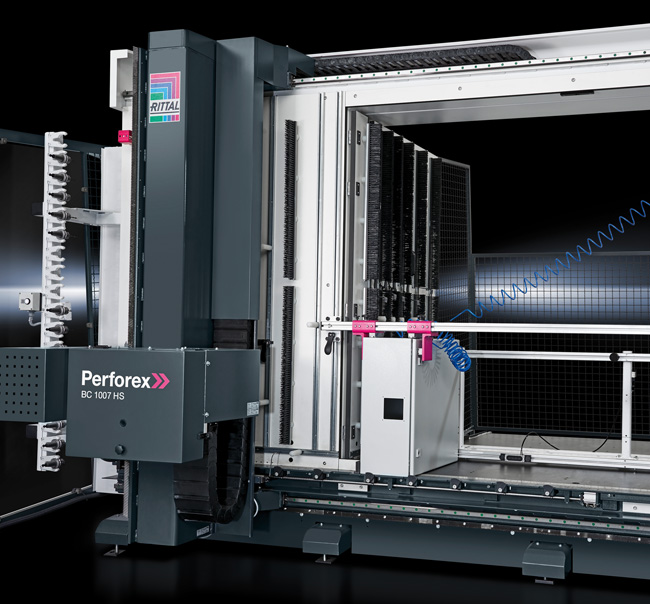
Na tento krok dodáva už dnes priamo Rittal stroj na opracovanie skríň. Je to Perforex BC. Dokáže vyrezávať do všetkých materiálov, ktoré sa na rozvádzače používajú, teda napríklad aj do antikora. Do montážnej dosky vyvŕta štandardné a špeciálne otvory aj závitové diery. Dokáže opracovať aj skrine, ktorých ploché diely nie sú demontovateľné, teda napríklad AE, CM alebo SE skrine.
Všetky údaje ohľadom vyrezávania do montážnej dosky alebo skrine dodáva priamo Eplan. Samozrejme, ak máme k dispozícii plnohodnotné digitálne dvojča a pracujeme aj so systémom ProPanel od Eplanu. Vtedy opracovanie zahŕňa naozaj všetky otvory vrátane napríklad otvorov na upevnenie káblových žľabov, svorkovnicových líšt a prichytávačov káblov.
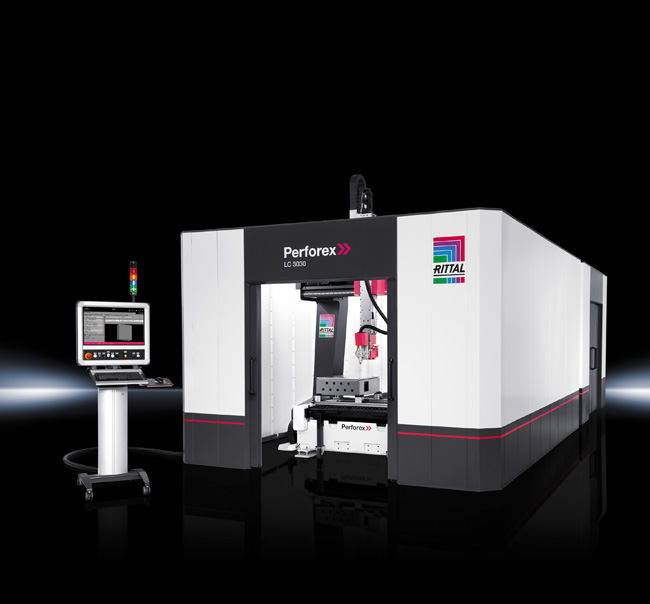
Dnes už je dodateľná aj vyspelejšia verzia na báze vyrezávania laserom. Má označenie Perforex LC a hlavnou výhodou je podstatné zvýšenie rýchlosti aj pri rezaní do antikorových skríň. Zaujímavé pritom je, že okraje vyrezaných otvorov nevykazujú poškodenie laku a majú celkovo výbornú kvalitu.
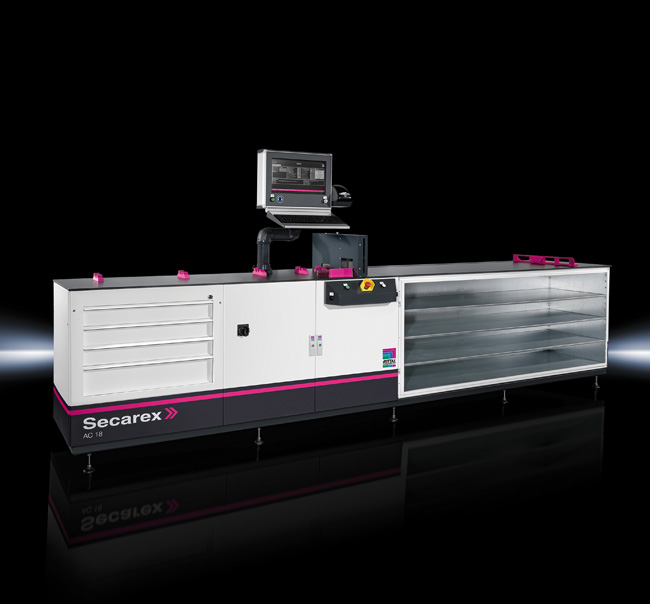
Ďalším krokom je príprava prírezov nosných líšt a káblových žľabov. Na to má Rittal k dispozícii poloautomatický stroj na prírezy z názvom Secarex AC 18. Ten na základe dát z programu ProPanel poloautomaticky pripraví prírezy, ktoré na daný rozvádzač treba. Zaiste, požadovanú dĺžku možno zadať aj ručne. Stroj má integrovaný popisovač, resp. tlačiareň etikiet na označenie žľabov aj nosných líšt.
Zatiaľ na prírezy možno použiť aj jednoduchý ručný rezač káblových žľabov, ktorý odstrihne žľab presne a profesionálne oproti ručnému píleniu.
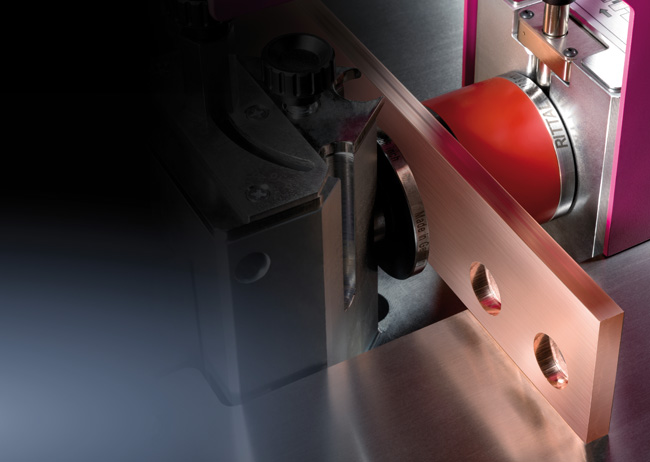
Pomerne často treba na rozvádzač opracovávať aj medené zbernicové lišty; ide tu bežne o strihanie, ohýbanie a dierovanie. Na tieto činnosti má Rittal k dispozícii poloautomatický stroj CW 120-M, ktorý zvláda všetky tri činnosti úplne profesionálne.
Spracuje medené lišty až do šírky 120 a hrúbky 12 mm. Integrovaný laser zjednodušuje a spresňuje nastavovanie. Umožňuje takisto vyhotovovanie okrúhlych otvorov v rozmedzí od 6,6 do 21,5 mm a hranatých otvorov s rozmermi až do 18x21 mm.
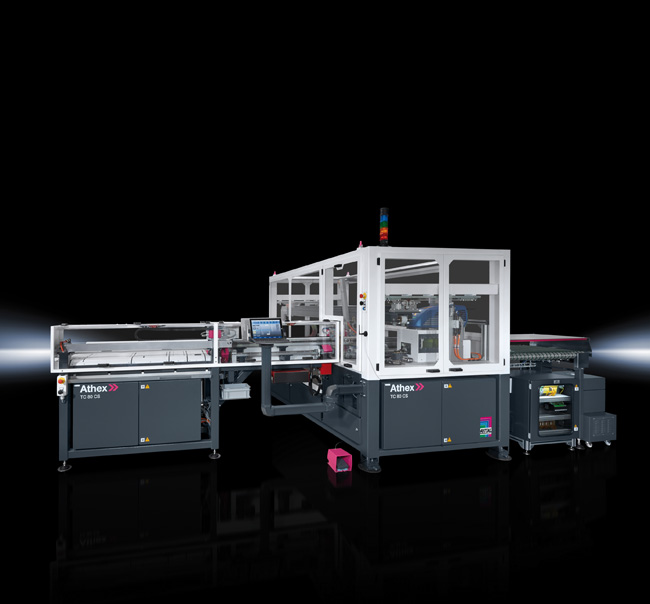
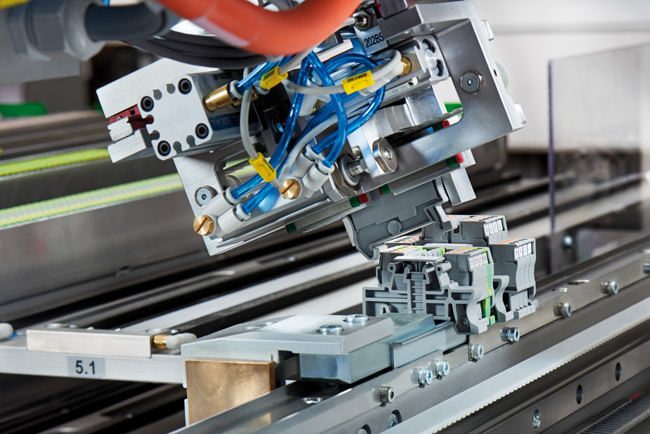
Ako ďalší krok treba odstrihnuté a označené prístrojové a svorkovnicové nosné lišty osadiť. Na to slúži osadzovací automat Athec TC 80 CS.
Spracúva údaje z programu Eplan ProPanel alebo z manuálne vytvorených formátov XML. Pri spracúvaní sa lišty zo vstupného zásobníka odoberajú a automaticky skracujú na potrebný rozmer, následne sú označené gravírovacím prípravkom na spodnej strane. V ďalšom kroku sa montujú svorky na lištu, prípadne sa miesto ešte pred montážou označuje a popisuje. Hotová osadená lišta vychádza zo stroja a odoberá sa. Kapacita stroja dosahuje až 800 svoriek za hodinu (bez potlače). K dispozícii je až 80 zásobníkov na rôzne druhy svoriek alebo prístrojov. Výhodami tejto konštrukcie je výborný prístup na všetky miesta, trvale perfektná kvalita vďaka plnoautomatickému chodu, značkovací systém na značenie líšt zospodu a triediace úložisko hotových osadených líšt. Pracuje s oboma druhmi bežne používaných líšt, teda NS 35/15 aj NS 35/7,5 podľa EN 60 715.
Ďalším krokom pri výrobe rozvádzača je príprava vodičov. Tu sa dá postupovať tiež postupne od poloautomatizácie alebo jednoduchých strojčekov až po plne automatické riešenia. V tomto zmysle má Rittal k dispozícii malé stroje na odizolovanie a krimpovanie vodičov rôznych vyhotovení a možností.
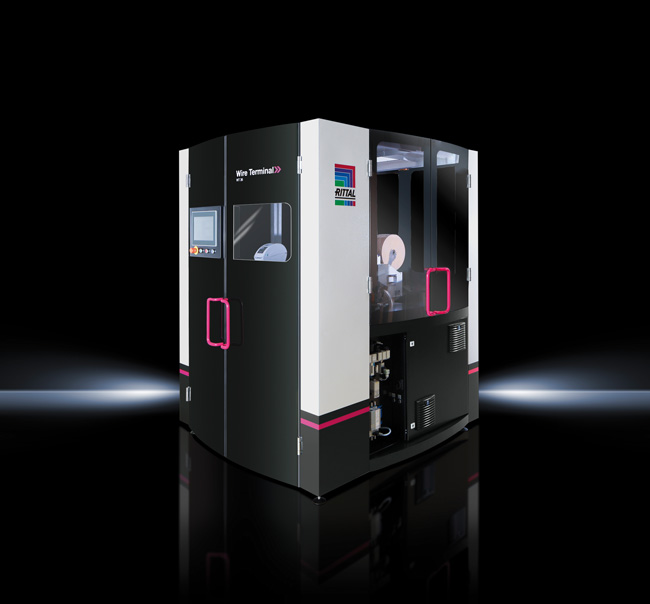
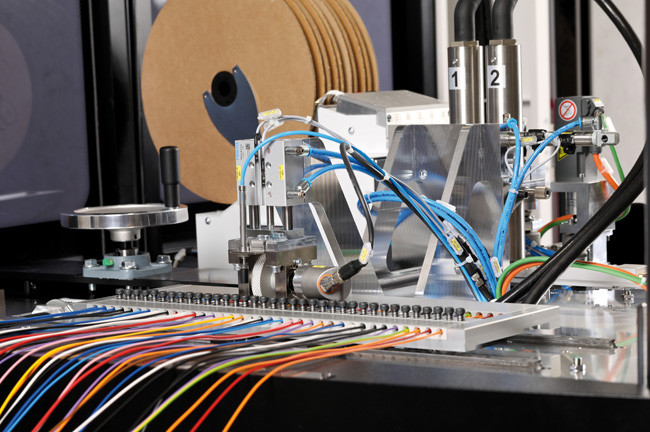
Zaujímavejším zariadením v tejto oblasti, teda prípravy vodičov, je plnoautomatické zariadenie Wire Terminal WT, ktoré bolo predstavené na poslednom ročníku veľtrhu SPS v Norimbergu.
Tento stroj je k dispozícii vo dvoch vyhotoveniach – pre 24 alebo 36 druhov vodičov. Prierez používaných vodičov môže byť v rozsahu 0,5 až 2,5 milimetrov štvorcových. Vodiče sú uložené v škatuliach na dvojposchodovom regálovom systéme a cez prevlečné oká vedené k stroju. Samozrejme, každý koniec hotového vodiča je označený čiernym alebo bielym písmom. Pripravené vodiče sú na záver uložené vo výstupnom zásobníku, roztriedené podľa druhu a pripravené na odobratie. Zásobník dokáže poňať až 1 300 hotových prepojovacích vodičov. Stroj zrýchľuje proces prípravy vodičov viac ako osemnásobne. Amortizácia sa počíta na asi 2,5 roka pri vyrobených 300 skriniach za rok. Veľmi dôležitou výhodou je hlavne nulová chybovosť a vylúčenie ľudského činiteľa. Hotové súpravy pripravených vodičov možno veľmi výhodne použiť napríklad pri uplatnení systému Smart wiring od Eplanu. To je vlastne počítačom podporované a programom vedené prepojovanie v rozvádzači. Pracovníkovi systém ukáže odkiaľ a kam má konkrétny vodič zapojiť. Zaiste, systém na žiadny vodič nezabudne a nepomýli sa. Súčasne dokáže jednoducho vypočítať, v akom stave zapojovanie rozvádzača práve je a koľko toho treba ešte urobiť. Omnoho jednoduchšie je potom napríklad aj striedanie ľudí na zmenách. Systém si, samozrejme, pamätá, kde sme skončili a čo ešte treba prepojiť.
Ako som spomenul na začiatku, aj prepojovacie automaty, ktoré dotiahnu automatizačný proces, existujú aj vo funkčných vzorkách. To by už znamenalo úplný prelom vo výrobe rozvádzačov.
Igor Bartošek
