




Systémy a zariadenia s minimálnou potrebou prestavovania
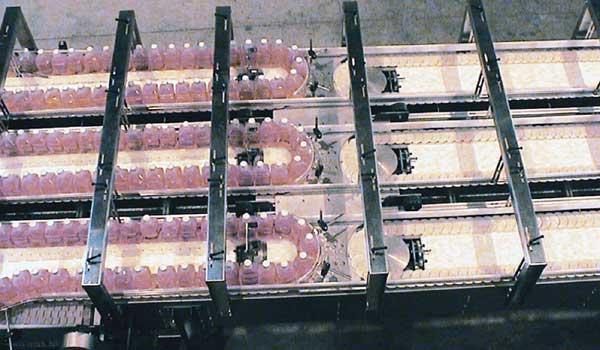
Zhromažďovač s premenlivým tokom (Flex Flow Accumulator) pracuje na princípe predlžovania dopravnej trasy, ktorá automaticky mení svoju dĺžku, čím sa prispôsobuje zmenám vo výrobe. Tento typ dopravníka (zhromažďovača) znižuje prestoje veľkokapacitných výrobných zariadení umiestnených v rámci výrobnej linky a tým zvyšuje celkovú efektivitu výroby a prevádzkový zisk. Zhromažďovač zaradený v rámci výrobnej linky zabezpečuje konzistentnejší tok produktov k zariadeniam, ktoré sú umiestnené za ním, čo zvyšuje ich prevádzkovú spoľahlivosť.
Zhromažďovač pracuje beztlakovo a na dvoch miestach je potrebný bočný transfer – na vstupe a na výstupe. Zmeny vodiacich líšt možno vykonávať automaticky alebo manuálne, avšak vyžaduje si to odstavenie prísunu produktov k zhromažďovaču. Vo všetkých ostatných rohoch sa produkty posúvajú v oblúku, čím sa predchádza zablokovaniu alebo spriečeniu. Produkty sa posúvajú prostredníctvom jednej spojitej reťaze v tvare polmesiaca, čo zabezpečuje, že sa na výrobnej linke nevyskytnú žiadne protitlaky. Vďaka tomu možno na dopravníku zhromažďovať produkty podobnej veľkosti.
Zhromažďovací stôl je jednosmerný zhromažďovač, ktorý pracuje s oblými obalmi. Jedinečný koncept jednotného plnenia zhromažďovacieho stola zaručuje hladké kombinovanie produktov bez vytvárania zápch. Vyhotovenie obehu produktov zmierňuje protitlak v priestore kombinácie a prispieva k celkovému uvoľňovaniu tlaku pri zhromažďovaní.
Zhromažďovač dokáže v rámci výrobnej linky s viacerými produktmi pracovať s obalmi rôznych rozmerov. Pri výraznejších rozdieloch v rozmeroch produktov môže počas odstavenia výroby dôjsť ku skráteniu času zhromažďovania. Vodiace lišty dopravníka na vstupe a výstupe treba medzi produktmi s rôznymi veľkosťami prichádzajúcimi na linke prestaviť.
Dvojcestný rotátor dokáže meniť uhol posunu produktov o 90 alebo 180°. Toto beztlakové rotačné zariadenie má dva dopravníkové pásy, ktorých rýchlosť pohybu je iná práve kvôli tomu, aby bolo možné produkty smerovať pod rôznymi uhlami. Toto riešenie závisí od vlastností produktov alebo obalov, ako aj od rýchlosti používanej v konkrétnej aplikácii. Na prestavenie rýchlosti dvojcestného rotátora, ktoré sa zvyčajne vykoná prostredníctvom HMI, stačí krátka prestávka výroby a následne možno pracovať s obalmi s inými veľkosťami.
Systémy s automatickými vodiacimi lištami
Pre veľkokapacitné výrobné linky s viacerými typmi produktov sú systémy s automatickými vodiacimi lištami riešením, ktoré zvyšuje celkovú účinnosť prestavovania. Pneumaticky ovládané vodiace lišty používajú piesty s jednotnou žiadanou hodnotou. Pneumatické systémy sa zvyčajne používajú pri veľkokapacitnej výrobe a často prekonajú dopravníkové systémy, pri ktorých je ručné prestavovanie líšt časovo náročné a ťažko prístupné. Tieto systémy sú konštruované tak, aby posúvali jednu lištu do jednej preddefinovanej polohy. Iné pozície sú možné pri použití viacerých piestov pre požadované polohy.
V systémoch s automatickými vodiacimi lištami sa takisto používajú elektricky ovládané piesty. Takéto riešenie umožňuje pracovať s produktmi s premenlivou šírkou. Nákupná cena tohto typu automatických systémov patrí medzi najvyššie, avšak systém patrí medzi najrýchlejšie, najuniverzálnejšie a najpresnejšie na nastavovanie vodiacich líšt.
Možnosti rýchleho ručného prestavovania
Ak prestavovanie nemožno vylúčiť alebo zautomatizovať, treba vykonať ručný postup prestavovania, aby sa podarilo zvýšiť rýchlosť a spoľahlivosť výrobného procesu. Aby sa predišlo zbytočným úrazom, zvyčajne si ručné prestavovanie vyžaduje odstavenie výroby a dopravníkov.
Následne možno ako riešenie použiť:
- montážne konzoly bez potreby použitia náradia,
- buď/alebo systém vodiacich líšt s možnosťou nastavenia žiadanej polohy,
- drop-in vodiace lišty,
- vodiace lišty nastaviteľné otočným kolieskom.
Aj pri výrobných linkách s vysokým stupňom automatizácie budú možno potrebné nejaké ručne vykonávané nastavenia vodiacich líšt, a to zvlášť pri špeciálnych nastaveniach na vstupných a výstupných dopravníkoch strojov v rámci výrobnej linky.
Sedem krokov na skrátenie prestavovania
Výrobcovia potravín a spotrebného tovaru musia okrem ekonomickej efektívnosti rôznorodých produktov zvládnuť aj svoje technické podnikové prostriedky. Tie najlepšie výrobné podniky reagujú na dopyt na trhu prostredníctvom efektívneho plánovania, časovania a riadenia skladových zásob a dodávok. Podľa Consulting Engineers [2] „dosiahnutie efektívneho prestavovania by sa mohlo začať odstránením tých, ktoré nie sú nevyhnutné“. Polovicu procesov prestavovania v štandardnom podniku by totiž bolo možné odstrániť prostredníctvom štandardizovania produktov a efektívneho plánovania výroby. Aby sme si teda zhrnuli informácie z tohto seriálu, uvádzame sedem krokov, ako znížiť potreby prestavovania:
1. Oddeľte interné a externé prevádzkové činnosti spojené s prestavovaním.
Začnite s externými činnosťami, ktoré možno vykonať bez nutnosti zastavenia výrobnej linky a odstavením celého dopravníkového systému.
2. Zmeňte interné činnosti prestavovania na externé.
Presuňte toľko procesov prestavovania na externé úlohy, koľko sa len dá. Zabezpečte minimálne odstávky výroby.
3. Vytvorte štandardné postupy prestavovania.
Nenechajte žiaden postup prestavovania na náhodu. Zaveďte presné postupy, krok po kroku a priraďte k nim zodpovedných riešiteľov. Potom vyžadujte ich dodržiavanie.
4. Odstráňte čo najviac spojovacích prvkov.
Tradičné skrutky sú neúčinné a vyžadujú príliš veľa času na uvoľnenie, zmeranie a utiahnutie. Navyše pri týchto procesoch je veľká pravdepodobnosť chyby. Nahraďte spoje rýchlo prestaviteľnými riešeniami bez potreby používania nástrojov.
5. Využite vodiace šablóny a prípravky.
Využitie prípravkov, ako sú nastavovacie lišty, zabezpečí konzistentné, opakovateľné prestavovanie.
6. Zaveďte paralelné postupy.
Odstráňte v maximálnej možnej miere všetky sériové postupy. Naplánujte si úlohy prestavovania simultánne, aby ste eliminovali prebytočný pohyb a skrátili čas odstávok.
7. Eliminujte nastavovanie.
Ako sme viackrát v tomto seriáli zdôraznili, snažte sa eliminovať nastavovanie z výrobného procesu. Plánujte kombinovanie podobných produktov s riadiacimi technológiami zariadenia, ktoré dokážu eliminovať potreby prestavovania tak, ako sa len dá.
Literatúra
[2] The Best Changeover is No Change-over. Consulting Engineer 10/2012.
Záver seriálu.
Zdroj: How to Increase Conveyor Line Efficiency by Removing Change-over, Nercon. Eng. & Mfg, Inc. 2012. Citované 21. 11. 2014.
