


Chyby merania
V našom nedokonalom svete sa pri meraní vždy vyskytujú nejaké chyby. Podľa [1] sa chyba merania definuje ako rozdiel medzi nameranou hodnotu veličiny a referenčnou hodnotu veličiny. Predpokladá sa teda, že pri meraní sa vyskytujú nejaké ovplyvňujúce veličiny, ktoré práve spôsobujú tento rozdiel.
S pojmom chyba merania je to podobné ako s inými rozšírenými pojmami, ktoré všetci používajú, ale nie všetci si plne uvedomujú, čo daný pojem znamená. Uveďme si preto niekoľko základných poznatkov o chybe merania:
- Predovšetkým si treba uvedomiť, že hovoríme o chybe merania. Teda ide o chyby v rámci celého procesu merania, nie iba o chyby meradla, ako sa to často reprezentuje. Chýb merania sa v procese merania typicky vyskytuje viacero, nielen jedna, pochádzajú z viacerých zdrojov a môžu mať rôznu povahu.
- Aby sme vedeli vyčísliť chybu merania, potrebujeme vedieť dva údaje – nameranú hodnotu veličiny (ktorú poznáme) a takisto referenčnú hodnotu veličiny. Túto referenčnú hodnotu však máme k dispozícii iba v niektorých prípadoch.
- V nadväznosti na predchádzajúci bod dokument [1] uvádza, že pojem chyba merania sa môže použiť, ak existuje jediná referenčná hodnota veličiny, na ktorú sa dá odvolať. Taký prípad nastáva napríklad pri kalibrácii, ak sa kalibrácia vykonáva pomocou etalónu, ktorý poskytuje nameranú hodnotu veličiny so zanedbateľnou neistotou merania, alebo ak je k dispozícii konvenčná hodnota veličiny so známou chybou merania. Takisto sa dá pojem chyba merania použiť vtedy, ak sa predpokladá, že meranú veličinu reprezentuje jedinečná pravá hodnota veličiny alebo súbor pravých hodnôt veličiny zanedbateľného rozsahu s neznámou chybou merania.
- Chyba merania sa nemá zamieňať s výrobnou chybou alebo s omylom.
- Chyba merania má znamienko. To znamená, že meranie môže poskytovať namerané hodnoty, ktoré sú väčšie alebo menšie ako referenčná hodnota veličiny. Inak povedané, nameraná hodnota je väčšia, resp. menšia, ako je meraná realita.
- Chyba merania sa dá vyjadriť absolútnym číslom, teda v zmysle definície ako rozdiel medzi nameranou a referenčnou hodnotou veličiny alebo ako pomer tohto absolútneho čísla a referenčnej hodnoty. V prvom prípade hovoríme o tzv. absolútnej chybe, v druhom prípade o relatívnej chybe, ktorá sa najčastejšie uvádza v percentách.
- Identifikovať chyby merania pri konkrétnom meraní je často zložitá úloha, ktorá sa ešte komplikuje tým, že okrem identifikácie prítomnosti chýb potrebujeme vedieť kvantifikovať ich veľkosť, resp. ich hranice.
- V minulosti sa hodnoty chýb merania používali na vyčíslenie „kvality“ merania. Tento chybový prístup sa už pred dávnymi rokmi nahradil neistotovým prístupom, takže kvantifikované chyby merania, resp. ich hranice, sa využívajú na výpočet neistoty merania prislúchajúcej k odhadu hodnoty meranej veličiny.
Klasifikácia chýb merania
Chyby merania sa dajú klasifikovať podľa rôznych kritérií. Najbežnejšie je ich triedenie na náhodné a systematické chyby.
Náhodná chyba merania je taká zložka chyby merania, ktorá sa v opakovaných meraniach mení nepredvídateľným spôsobom [1]. Treba pritom poznamenať, že referenčnou hodnotou veličiny pre náhodnú chybu merania je aritmetický priemer, ktorý by vznikol z nekonečného počtu opakovaných meraní tej istej meranej veličiny. Náhodná chyba merania sa rovná rozdielu chyby merania a systematickej chyby merania.
Systematická chyba je taká zložka chyby merania, ktorá v opakovaných meraniach zostáva nemenná alebo sa mení predvídateľným spôsobom [1]. V tomto prípade sa za referenčnú hodnotu veličiny berie pravá alebo nameraná hodnota veličiny pomocou etalónu, ktorá má zanedbateľnú neistotu merania, alebo konvenčná hodnota veličiny. Ak dokážeme kvantifikovať hodnotu systematickej chyby, môže sa vykonať korekcia. Logicky systematická chyba merania sa rovná rozdielu chyby merania a náhodnej chyby merania. Systematické chyby sa v meradle môžu prejavovať rôznym spôsobom. Z tohto pohľadu poznáme chyby:
1. Aditívne – ich hodnoty sa nemenia podľa hodnoty meranej veličiny. Najznámejšie sú:
- Posunutie nuly – rozdiel (pri špecifikovaných podmienkach použitia) medzi skutočnou hodnotou na výstupe meradla a špecifikovanou minimálnou hodnotou výstupného rozsahu, keď je hodnota vstupu na spodnej hodnote rozsahu. Zvyčajne sa vyjadruje ako percento špecifikovaného meracieho rozsahu.
- Chyba linearity – absolútna hodnota najväčšej odchýlky medzi kalibračnou krivkou a špecifikovanou priamkou. Keď sa vyjadruje jednoducho ako chyba linearity, predpokladá sa, že ide o nezávislú chybu linearity.
2. Multiplikatívne – ich hodnoty sa menia podľa hodnoty meranej veličiny. Najznámejšia je chyba zosilnenia, keď sa sklon charakteristickej krivky líši od sklonu kalibračnej krivky. Absolútna hodnota chyby zosilnenia závisí od hodnoty meranej veličiny, relatívna hodnota chyby zosilnenia ostáva rovnaká.
Čo sa týka zdroja chýb merania, pre náhodné aj systematické chyby sa vo všeobecnosti uvádzajú štyri oblasti:
- Meradlo – ide o vnútorné chyby meradla, ktoré jeho používateľ nedokáže ovplyvniť. Patrí sem napríklad chyba rozlíšenia, chyba hysterézy, chyba v dôsledku driftu, chyba nelinearity meradla, chyba zosilnenia a podobne. V meradlách sa najčastejšie vyskytuje kombinácia náhodných aj systematických chýb
- Okolie – meranie sa vždy vykonáva v nejakom prostredí, ktoré svojimi náhodnými alebo systematickými vplyvmi môže ovplyvniť výsledok merania. Chyby merania často vznikajú preto, že sa meranie vykonáva pri iných ako referenčných podmienkach, prípadne dochádza k náhodným fluktuáciám ovplyvňujúcich veličín.
- Obsluha – ide najmä o náhodné chyby spôsobené ľudským faktorom. Takéto chyby často vznikajú nekonzistentných odčítaním z analógových stupníc meradiel, používaním rôznych meracích bodov, rôznym upínaním objektu merania do meradla, čiže v zásade ide o chyby v dôsledku neschopnosti obsluhy konať pri opakovaných meraniach úplne rovnako.
- Meracia metóda – môžu sa vyskytnúť chyby v dôsledku obmedzení samotnej meracej metódy, používania zaokrúhlených hodnôt fyzikálnych a technických konštánt, prijatia určitých zjednodušení pri vyhodnotení merania a podobne.
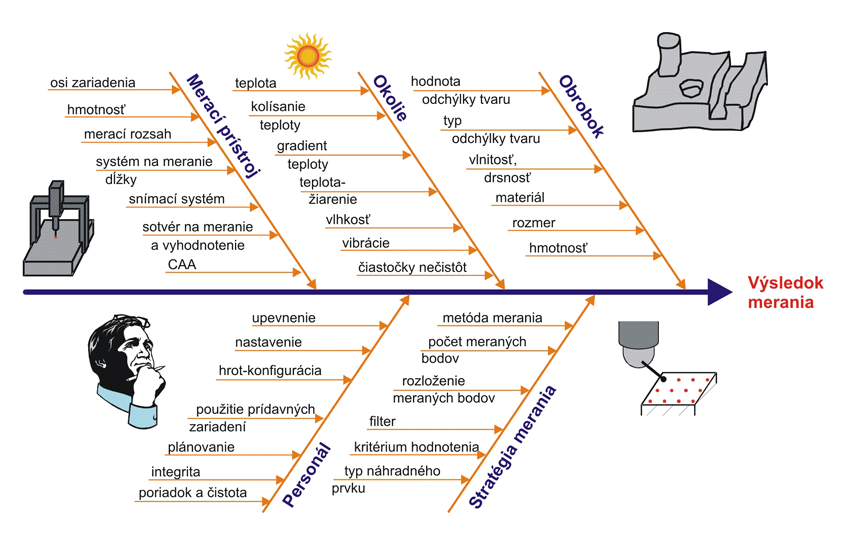
Príklad možných zdrojov chýb pri meraní rozmerov výrobku pomocou súradnicového meracieho stroja uvádza obr. 1. Tento obrázok demonštruje potrebu komplexného prístupu ku každému meraniu, pretože na korektné vyhodnotenie výsledkov merania treba čo najlepšie opísať celý proces merania a všetky jeho aspekty.
Kalibrácia meradiel
S chybami merania, ktoré majú svoj pôvod v nedokonalej činnosti meradiel, je neoddeliteľne spojený pojem kalibrácia meradiel. Ide o ďalší pojem, ktorý sa často používa, ale nie vždy korektným spôsobom. Podľa [1] je „kalibrácia činnosť, ktorá za určených podmienok v prvom kroku stanoví vzťah medzi hodnotami veličiny s neistotami merania poskytnutými etalónmi a zodpovedajúcimi indikáciami s prislúchajúcimi neistotami merania a v druhom kroku použije túto informáciu na stanovenie vzťahu na získanie výsledku merania z indikácie“. Trochu nezrozumiteľná definícia, preto si k nej uveďme niekoľko poznámok:
- Kalibráciou sa podľa definície označujú dve činnosti – samotné vykonanie kalibračných činností v laboratóriu, ale aj následné vykonávanie meraní kalibrovaným prístrojom. Faktom je, že v praxi sa ako kalibrácia často chápe iba prvý krok uvedený v definícii.
- Kalibrácia sa nemá zamieňať s justovaním meradla (teda nastavovaním meradla na základe výsledkov prvého kroku kalibrácie), často mylne nazývaným samokalibrácia, ani s overením kalibrácie.
- Cieľom prvého kroku kalibrácie je zistiť, akým spôsobom meradlo indikuje hodnotu meranej veličiny, ktorá pôsobí na vstupe meradla. Teda nejakým spôsobom kvantifikovať, aké náhodné a systematické chyby sa vyskytujú v meradle, ktoré v našom neideálnom svete spôsobujú rozdiel medzi indikáciou meradla a skutočnou hodnotou veličiny pôsobiacej na jeho vstupe.
- Keďže potrebujeme poznať hodnotu meranej veličiny, ktorá pôsobí na vstupe kalibrovaného meradla, použijeme na jej zistenie etalón, čiže meradlo s výrazne lepšími metrologickými charakteristikami, ako je kalibrované meradlo.
- Výsledky kalibrácie sa zvyčajne uvádzajú v dokumente, ktorý sa nazýva certifikát o kalibrácii. Norma [3] predpisuje štruktúru a povinné prvky certifikátu o kalibrácii. Výsledky kalibrácie sa môžu vyjadriť údajom, kalibračnou funkciou, kalibračným diagramom, kalibračnou krivkou alebo kalibračnou tabuľkou. V niektorých prípadoch sa môžu výsledky kalibrácie skladať zo súčtových alebo násobných korekcií indikácie s prislúchajúcou neistotou merania.
- Kalibráciu nevykonávame samoúčelne. Výsledky kalibrácie sa môžu využiť na stanovenie korekcií pri meraní kalibrovaným meradlom, resp. sa dajú zahrnúť do výpočtu neistoty merania.
- Treba mať neustále na pamäti, že aj výsledky kalibrácie sú zaťažené príslušnou neistotou merania. To znamená, že napríklad hodnoty korekcií by mali zohľadňovať neistotu merania, ktorá sa pri ich výpočte vyskytuje.
Ako je to s intervalmi kalibrácie
Vzhľadom na to, že metrologické charakteristiky meradla sa časom menia, kalibráciu meradla treba opakovať pravidelne. To je známy fakt, ktorý používatelia meradiel zväčša dobre poznajú a rešpektujú. V tejto súvislosti sa však často vynára otázka, aký by mal byť interval kalibrácie, teda ako často treba zariadenie kalibrovať. Na túto otázku neexituje jednoznačná odpoveď. Interval kalibrácie závisí predovšetkým od spôsobu a frekvencie používania meradla, požiadaviek, ktoré sa kladú na meradlo a merania ním vykonávané, nemalú úlohu zohrávajú aj náklady na kalibráciu a náročnosť vykonania samotnej kalibrácie. Na druhej strane môže byť pre dané meradlo interval kalibrácie určený v normatívnom dokumente, ako je napríklad referenčný postup merania. Nové meradlo by sa malo kalibrovať častejšie, napríklad raz ročne, aby sa identifikoval možný trend v jeho metrologických charakteristikách, ktorý môže naznačovať potrebu zmeny intervalu kalibrácie. Treba neustále prehodnocovať interval kalibrácie a výkon zariadenia, preto sa vo všeobecnosti neodporúčajú pevné intervaly kalibrácie.
Logické by bolo očakávať odporučenie súvisiace s intervalom kalibrácie od laboratória, ktoré kalibráciu vykonalo. To však nie je také jednouché. Norma [3] v bode 7.8.4.3 uvádza, že „kalibračný certifikát alebo kalibračný štítok nesmie obsahovať nijaké odporúčania týkajúce sa kalibračného intervalu, iba ak to bolo dohodnuté so zákazníkom“. Znamená to, že používateľ meradla má sám rozhodnúť o intervale kalibrácie, pričom môže využiť niektorú z metód, ktoré opisuje odborná literatúra [4].
Voľba metódy závisí od toho, či sa k meradlu pristupuje jednotlivo alebo ide o skupinu meradiel, či charakteristiky meradla zostávajú v predpísaných hraniciach (napr. najväčšia dovolená chyba), či meradlo vykazuje rôzne druhy nestabilít, prípadne meradlo prechádza úpravami a či sú dostupné údaje, podľa ktorých sa dá analyzovať história kalibrácie meradla (napr. údaje trendov z predchádzajúcich kalibrácií, zaznamenaná história údržby a servisu meradla, údaje z priebežných kontrol).
Dokument [4] uvádza na určenie intervalov kalibrácie tieto metódy (pozri aj tab. 1):
- Metóda 1 „Schody“ – pri každej rutinnej kalibrácii meradla sa nasledujúci interval kalibrácie predĺži (alebo ostane nezmenený), ak sa zistí, že odchýlka od referenčnej hodnoty nepresahuje vhodne definované percento rozsahu medzi najväčšími dovolenými chybami. V opačnom prípade sa kalibračný interval skráti.
- Metóda 2 „Regulačný diagram“ – vyberú sa významné kalibračné body a výsledky sa vnesú do časových grafov. Z nich sa vypočíta rozptyl výsledkov aj prístrojový drift meradla. Z týchto údajov sa dá určiť optimálny interval kalibrácie.
- Metóda 3 „Doba používania“ – je obmenou metód 1 a 2. Základná metóda zostáva nezmenená, ale interval kalibrácie sa vyjadruje pomocou hodín používania a nie v kalendárnom čase. Meradlo je vybavené zariadením, ktoré ukazuje skutočný čas meradla v prevádzke, takže sa meradlo vracia na kalibráciu po dosiahnutí určenej prevádzky.
- Metóda 4 „Čierna skrinka“ – takisto je obmenou metód 1 a 2. Kritické parametre meradla sa často kontrolujú (napríklad raz denne alebo aj častejšie) pomocou prenosného kalibračného zariadenia, resp. pomocou špeciálne navrhnutej tzv. čiernej skrinky. Ak sa zistí, že kontrolovaný parameter meradla sa nachádza mimo určených medzí, meradlo sa podrobí celkovej kalibrácii.
- Metóda 5 „Iné štatistické metódy“ – sú čoraz populárnejšie, najmä v kombinácii s príslušnými softvérovými nástrojmi, podrobnejšie ich opisuje príslušná literatúra. Využívajú sa napríklad pri kalibrácii veľkého množstva obdobných meradiel.
| metóda 1 „Schody“ |
metóda 2 „Regulačný diagram“ |
metóda 3 „Doba používania“ |
metóda 4 „Čierna skrinka“ |
metóda 5 „Iné štatistické metódy“ |
|
| spoľahlivosť | stredná | vysoká | stredná | vysoká | stredná |
| úsilie potrebné na použitie metódy | nízke | vysoké | stredné | nízke | vysoké |
| rovnováha medzi rizikami a nákladmi | stredná | stredná | nízka | stredná | nízka |
| použiteľnosť pri konkrétnom zariadení | stredná | nízka | vysoká | vysoká | nízka |
| dostupnosť meracieho zariadenia | stredná | stredná | stredná | vysoká | stredná |
Tab. 1 Porovnanie metód určovania kalibračných intervalov [4]
Súhrn
V meraní to bez chýb nejde a zrejme ani nepôjde. Chyby merania sú neoddeliteľnou súčasťou procesu merania a spracovania nameraných údajov. Dôležité je uvedomiť si, že niektoré chyby sa dajú eliminovať pomocou korekcií, ale nie všetky a nie v plnej miere. Preto je mimoriadne dôležité dôsledné charakterizovanie procesu merania, identifikovanie možných zdrojov chýb, ich kvantifikácia, resp. určenie hraníc chýb merania a hlavne ich zahrnutie do výpočtu neistôt merania. To je jediná možná cesta, akou sa dá postupovať pri korektnom meraní a vyhodnocovaní výsledkov merania.
Problematika chýb merania, kalibrácie meradiel a používania kalibrovaných meradiel na meranie je veľmi široká a komplexná. Technické možnosti, postupy kalibrácie a jej vyhodnotenia sa neustále vyvíjajú a reflektujú tak neutíchajúci pokrok v konštrukcii meradiel aj v teoretických a aplikačných možnostiach, ktoré prináša nasadenie digitálnych technológií v metrológii.
Poďakovanie
Tento článok vznikol aj vďaka podpore Kultúrnej a edukačnej grantovej agentúry (KEGA), grant číslo 013STU-4/2021 Posilnenie aktivizujúcich metód výučby v oblasti technického merania.
Literatúra
[1] STN 010115: 2022 Terminológia v metrológii
[2] KUREKOVÁ, Eva – GABKO, Peter – HALAJ, Martin (eds.): Technické meranie: Učebné texty z projektu METROMEDIA-ONLINE II. Bratislava: Ing. Peter Juriga – Grafické štúdio 2005. 361 s. ISBN 80-89112-04-8.
[3] STN EN ISO/IEC 17025: 2018 Všeobecné požiadavky na kompetentnosť skúšobných a kalibračných laboratórií (ISO/IEC 17025:2017)
[4] ILAC-G24 (OIML D 10). Guidelines for the determination of recalibration intervals of measuring equipment (Návody na určenie kalibračných intervalov meradiel). Edition 2022 (E).
doc. Ing. Martin Halaj, PhD.
Ústav automatizácie, merania
a aplikovanej informatiky
Strojnícka fakulta STU v Bratislave
