



Hlavne v už existujúcich a plne funkčných výrobných prevádzkach je trend optimalizovať ich logistické systémy s cieľom zvyšovania objemu výroby a znižovania prestojov. Na to sa štandardne používajú rôzne virtualizačné techniky vo forme digitálnych dvojčiat. Tento proces optimalizácie exitujúcich prevádzok je často jediný možný, ale zo strany výroby stále rezonuje pragmatická otázka možnosti nasadenia prvotného testovacieho fyzického vyhotovenia navrhovaných optimalizačných zmien predtým, ako budú plne implementované do praxe. Tiež sa výrazne zredukujú náklady na optimalizáciu, nakoľko netreba overovať jej dosah čiastkovo priamo vo výrobe, ale stačí si ich len overiť na nami predstavenom fyzickom modeli reálnej linky. Obavy zo strany výroby sú opodstatnené, nakoľko navrhované zmeny pri optimalizácii logistiky výroby na základe simulácií a výpočtov z digitálnych dvojčiat bývajú najskôr finančne náročné a vyžadujú zásah do už existujúcej funkčnej výrobnej infraštruktúry. Preto sme na základe požiadaviek s nami spolupracujúcich výrobných podnikov pristúpili k návrhu a realizácii univerzálneho kyberneticko-fyzikálneho modelu, ktorý bude plne fyzicky simulovať reálne podmienky danej výroby a vopred overí platnosť a kvalitu navrhnutých optimalizačných zmien získaných virtuálne pomocou digitálnych dvojčiat. Pre potreby článku a na demonštráciu univerzálnosti nasadenia sme preto zvolili konfiguráciu simulujúcu robotické montážne pracovisko a jeho logistiku.
V súčasnosti máme k dispozícii mnoho možností, ako optimalizovať už bežiace alebo pripravované logistické výrobné procesy, aby sa zvýšila ich konkurencieschopnosť. Koncepty inteligentného priemyslu v duchu štandardov Priemyslu 4.0 nám umožňujú úplne virtualizovať a digitalizovať priemyselnú prevádzku s cieľom jej optimalizácie. Pojem Priemysel 4.0 označovaný ako štvrtá priemyselná revolúcia bol prvýkrát predstavený na svetovom veľtrhu priemyselných technológii v nemeckom Hannoveri v roku 2011 [1]. Na základe tohto konceptu vyhlásila nemecká vláda v roku 2014 Priemysel 4.0 za kľúčovú časť jej iniciatívy High-Tech Strategy 2020 for Germany. Postupne aj ostatné vlády a globálni priemyselní lídri [2] celosvetovo prevzali danú stratégiu ako kľúčovú pre svoje smerovanie do budúcnosti. Jej základom je úplná digitalizácia priemyslu vo forme nasadenia informačných a komunikačných technológií (ICT) spolu s automatizáciou vo forme CPS a s technológiami internetu vecí (IoT) a internetu služieb (IoS) [3]. Ich úlohou je optimalizovať a zasahovať hlboko do výrobných procesov v možnostiach a vo variáciách doteraz nepredstaviteľných [4].
Súčasný stav problematiky týkajúcej sa Priemyslu 4.0 je veľmi rozsiahly a stále sa rýchlo vyvíja. Preto sa v tomto stručnom prehľade sústredíme na všeobecne známe poznatky a zjednodušujúci opis takej rozsiahlej problematiky, akou Priemysel 4.0 určite je. Základné rysy Priemyslu 4.0 môžeme v skratke zhrnúť do štyroch základných oblastí, ktoré smerujú k budovaniu inteligentnej továrne [5].
Prvou je tzv. vertikálne prepojenie inteligentných výrobných systémov, ako sú inteligentné továrne a inteligentné výrobky, a prepojenie napríklad inteligentnej logistiky, výroby a marketingu a inteligentných služieb so silnou orientáciou na individuálne a konkrétne potreby a možnosti zákazníka. Ako druhá nasleduje horizontálna integrácia prostredníctvom novej generácie informačných globálnych sietí vytvárajúcich pridanú hodnotu vrátane integrácie obchodných partnerov a zákazníkov, nové modely podnikania a spolupráca naprieč krajinami a kontinentmi. Nezávisle od týchto oblastí máme tretiu oblasť, ktorá sa zameriava na aplikáciu techniky v priebehu celého hodnotového reťazca, a to nielen vo výrobnom procese, ale aj v prípade hotového výrobku – to znamená v celom životnom cykle výrobku. Poslednou, veľmi dynamicky sa rozvíjajúcou je oblasť nasadzovania exponenciálnych technológií, ktoré, aj keď nemusia byť skutočne nové, z hľadiska ich histórie vývoja sú schopné masového uplatnenia na trhu, pretože ich cena rapídne klesá (napr. rôzne snímače) a ich výkon masívne rastie. Aplikáciou uvedených oblastí môžeme zadefinovať pojem inteligentnej továrne v zmysle konceptu Priemyslu 4.0, ktorá sa z hľadiska teórie opiera o deväť technologických pilierov: priemyselný internet vecí (IIoT) vo forme CPS, rozsiahle údaje a analýzy z nich, systémy na riadenie životné cyklu produktov (PLM), digitálna výroba, cloudové výpočty, rozšírená realita, autonómne alebo kolaboratívne roboty, aditívna výroba a kybernetická bezpečnosť.
Z nášho pohľadu sú pre potreby článku najdôležitejšie oblasti digitálnej výroby a IoT, ktoré nám umožňujú optimalizáciu už existujúcich alebo pripravovaných výrobných liniek, a to nasadením digitálnych dvojčiat. Digitálne dvojčatá by sme mohli definovať ako virtuálnu reprezentáciu fyzického produktu alebo procesu. Pri procese plánovania sú digitálne dvojčatá schopné prostredníctvom simulácie reálnych procesov demonštrovať vplyv rôznorodých zmien v procese na virtuálnom modeli a predpovedať ich vplyv bez potreby fyzickej implementácie plánovaných zmien. Týmto spôsobom redukujú ekonomické náklady a prestoje procesu, keďže nie je nutné každý navrhovaný scenár realizovať a nasadí sa až optimálne riešenie. V našom konkrétnom prípade sme digitálne dvojča (DD) využili na riadenie procesu logistiky. Aby DD fungovalo správne, treba ho zjednotiť s reálnym systémom. Naším prepojením medzi fyzickým a virtuálnym svetom je identifikovanie vyrábaných súčiastok pomocou snímača farby. Tieto údaje sú však zbytočné, ak DD nekopíruje správanie reálneho systému. Pri vytváraní DD pre konkrétny, pomerne konštantný systém možno navrhnúť riešenie presne na mieru. Jedným z našich cieľov však bolo vytvoriť univerzálny systém aplikovateľný na akúkoľvek výrobu, kde je zabezpečený vhodný zber dát. Systém si preto musí na základe vstupných dát sám vytvoriť štruktúru tak, aby kopíroval reálny systém. Tento proces sa uskutočňuje v inicializačnej fáze, kde sa pomocou vstupných údajov vo forme tabuliek automaticky vygeneruje virtuálne DD bez vonkajšieho zásahu. Obdobne vieme na základe tých istých vstupných dát ako pri DD CPS vytvoriť aj fyzický model, ktorý dokáže realizovať požadované fyzické vstupy a výstupy. Takto prepojený systém úplne nahrádza potrebu reálne testovať optimalizačné logistické procesy priamo vo výrobe, čo má nezanedbateľný vplyv na rýchlosť vývoja optimalizačných algoritmov cez DD a aj výslednú nižšiu cenu riešenia.
V predchádzajúcich prácach sa obdobný koncept prepojenia DD s CPS zatiaľ v danej podobe nenachádzal. Doterajšie práce sú riešené iba s pohľadu optimalizácie pomocou DD alebo možnosťami nasadenia CPS systémov vo výrobe. Ich súčinnosť s cieľom overovania funkčnosti optimalizácie z DD v podobe uvedenej v článku nebola zatiaľ ešte prezentovaná.
Súčasný stav problematiky
Súčasné množstvo nových možností a riešení problémov býva niekedy v konzervatívnejšie naladenej priemyselnej výrobe aj problémom. Nové možnosti ponúkajú optimalizačné procesy, ktoré nám v dnešnej dobe prinášajú možnosti šetriť energiu, skracovať čas výroby, minimalizovať prestoje a zlacňovať výrobu. Tieto zmeny však nie sú bez prekážok. Hlavne pri už existujúcich výrobných linkách treba dôkladne zmapovať všetky interné procesy a výrobné operácie, čo môže spôsobiť zvýšenie požiadaviek na výrobu a zamestnancov. Niekedy treba aj radikálnejší prístup a otestovať čiastkové zmeny priamo vo výrobe. Z toho dôvodu sme navrhli a postavili reálny CPS 3. generácie, schopný ukladať, analyzovať a spracovávať veľké objemy dát tak, ako je uvedené v [6]. Podnet na vznik tohto systému vznikol na základe našich prezentácií nami zrealizovaných optimalizácií vo forme DD výstupných animácií a prepočtov z prostredia Siemens Tecnomatix Plant Simulate. Najčastejšie riešeným problémom v praxi v prípade už existujúcich liniek boli mikroprestoje v rámci výroby a logistika pre čo najefektívnejšie zabezpečenie jednotlivých pracovísk. Aby ich bolo možné odstrániť, treba ich čo najskôr identifikovať a následne zvoliť a otestovať optimalizačný algoritmus vhodný pre flexibilnú výrobu, ako sú napr. algoritmy Milk Run, Ant Colony alebo Kanban [7]. Na testovanie je najlepšie použiť virtuálne prostredie s DD, ktoré je priamo prepojené na fyzické snímače vo výrobe v zmysle metodiky zobrazenej na obr. 1.
Na základe toho sme sa rozhodli daný model postaviť a stanovili sme si nasledujúce základné podmienky. Model musí byť univerzálny a schopný odsimulovať ľubovoľnú výrobnú linku z praxe. Musí byť ľahko prenosný, nakoľko prezentácia benefitov v zmysle konceptu Priemyslu 4.0 prebieha u klienta, teda v továrni. Musí byť modulárny a ľahko rozšíriteľný o nové stanovištia; ďalej jednoduchý a prehľadný. Náklady na jeho výrobu musia byť čo najnižšie, ale nie na úkor kvality prezentácie. Takto postavený fyzický model plne nahradzuje potrebu testovať optimalizačné algoritmy priamo vo výrobe. Je plne modulárny, pretože počet pracovísk závisí len od počtu za sebou zapojených stanovíšť, ktorých počet nie je limitovaný. Na základe prvotne zadefinovaných parametrov je schopný reprezentovať ľubovoľné fyzické snímače vo výrobe pre potreby virtuálneho prostredia DD.
Okrem uvedených základných požiadaviek sme museli na začiatku riešiť aj základný koncept umiestnenia snímačov na modeli, čo má zásadný vplyv na presnosť simulácií z fyzického modelu. Nakoľko to bola podstatná teoretická úvaha, budeme sa jej venovať v nasledujúcej časti podrobnejšie.
Pri riadení logistického systému treba v dostatočnom predstihu dostať z pracovísk informáciu o množstve spotrebovaného materiálu. Na základe týchto informácií dokáže riadiaci systém vyhodnotiť nutnosť vytvorenia objednávky na materiály spotrebovávané na pracovisku a priradiť im prioritu. Kľúčovým faktorom vplývajúcim na včasný zber informácií je umiestnenie snímačov vo výrobnom procese [8].
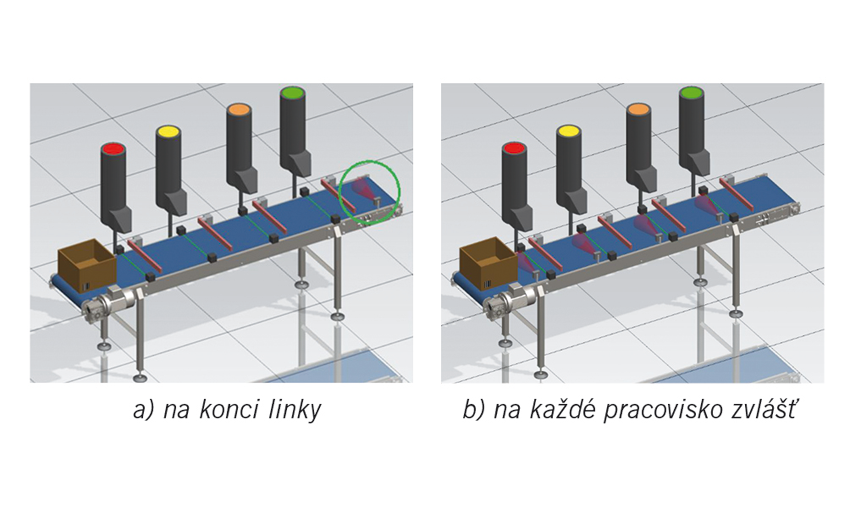
Ak sú pracoviská vo výrobnom procese oddelené, najjednoduchším spôsobom je umiestnenie snímačov na každé pracovisko. Tak zabezpečíme zber aktuálnych dát po každej operácii na danom pracovisku. Ak sa však pracoviská nachádzajú napríklad za sebou v rámci jedného dopravníkového pásu, pri umiestňovaní snímačov máme viacero možností. Prvou je umiestnenie jedného snímača na výstup z dopravníkového pásu tak, ako je to zobrazené na obr. 2a.
Obr. 2a zobrazuje zjednodušený model linky slúžiacej na plnenie škatule pohybujúcej sa po dopravníku, ktorý sme vytvorili v simulačnom softvéri Siemens Tecnomatix Process Simulate. Na linke sa nachádzajú štyri farebne odlíšené pracoviská, z ktorých každé spotrebúva materiál, ktorý plní do škatule. Na výstupe z linky sa nachádza snímač, ktorý škatuľu identifikuje. Výhodou využitia jedného snímača na výstupe z linky je znížená technická náročnosť realizácie, redukcia množstva prenášaných dát a takisto nižšie finančné náklady na realizáciu.
Prvou nevýhodou tejto konfigurácie je však aktuálnosť zozbieraných údajov. Ak sa na linke nachádza väčšie množstvo pracovísk a v jednom momente je vo výrobnom procese množstvo výrobkov, nemusí byť informácia z výstupu linky postačujúca pre riadenie logistického systému. Kým sa totiž prvý výrobok dostane na výstup z linky, môže už na prvom pracovisku chýbať materiál. Využitie tejto konfigurácie je preto vhodnejšie pre linky s nižším počtom pracovísk.
Ďalšou nevýhodou tejto konfigurácie je nutnosť zaznamenávania nepodarkov, prípadne výrobkov odobratých z linky predčasne, napríklad z dôvodu testovania kvality. Ak by sa škatuľa plnila na prvých troch pracoviskách a pred štvrtým pracoviskom by bola z procesu odobratá, nebola by na výstupe zaznamenaná, ale na prvých troch pracoviskách by bol minutý materiál. Tento materiál by však chýbal iba v reálnom systéme, keďže digitálny riadiaci systém by jeho odpočet na základe podnetu zo snímača nerealizoval, čím by vznikli nepresnosti medzi reálnym a digitálnym systémom. Pri implementácii tejto konfigurácie je preto nutné vytvoriť databázu na zaznamenávanie výrobkov predčasne vyňatých z procesu a podľa nej aktualizovať stav zásobníkov materiálu na pracoviskách.
Alternatívou k tejto konfigurácii je umiestnenie snímačov na viacero pozícií v rámci linky alebo na každé pracovisko tak, ako je to zobrazené na obr. 2b. Pri umiestnení snímača na každé pracovisko získavame väčšiu kontrolu nad procesmi prebiehajúcimi na linke, je to však na úkor použitia väčšieho množstva hardvéru a množstva prenášaných údajov [9]. Využitie niektorej z konfigurácií snímačov sa preto odvíja od konkrétneho procesu, v ktorom budú snímače aplikované. Na testovanie jednotlivých konfigurácií, komunikácie, riadiacich algoritmov, prenosu a zberu dát z procesov sme si vytvorili fyzický model a simulačné modely, ktorými sa budeme zaoberať v ďalších podkapitolách.
Podpora
Táto práca vznikla vďaka finančnému príspevku APVV, projekt ID: APVV-17-0214, a vedeckej grantovej agentúry KEGA (granty číslo: 024STU-4/2020 a 007STU-4/2021).
Poďakovanie
Radi by sme tiež poďakovali nášmu partnerovi SOVA Digital, a. s., za jeho podporu a inšpiráciu pri tvorbe tohto článku.
Článok bol prvýkrát publikovaný v časopise Sensors, č. 21/2021 (5), 1842.
Literatúra
[1] Lin, W. D. – Low, Y. H. – Chong, Y. T. – Teo, C. L.: Integrated Cyber Physical Simulation Modelling Environment for Manufacturing 4.0. In: Proceedings of the IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bangkok, Thailand, 6 – 12 december 2018, pp. 1 861 – 1 865. DOI: 10.1109/IEEM.2018.8607696.
[2] Drath, R. – Horch, A.: Industrie 4.0: Hit or Hype? In: IEEE Ind. Electron. Mag. 2014, roč. 8, s. 56 – 58. DOI: 10.1109/MIE.2014.2312079.
[3] Alqahtani, A. Y. – Gupta, S. M. – Nakashima, K.: Warranty and maintenance analysis of sensor embedded products using internet of things in industry 4.0. In: Int. J. Prod. Econ., 2018, roč. 208, s. 483 – 499. DOI: 10.1016/j.ijpe.2018.12.022.
[4] Kritzinger, W. – Karner, M. – Traar, G. – Henjes, J. – Sihn, W.: Digital Twin in manufacturing: A categorical literature review and classification. In: IFAC PapersOnLine, 2018, roč. 51, s. 1 016 – 1 022. DOI: 10.1016/j.ifacol.2018.08.474.
[5] Wittenberg, C.: Human-CPS Interaction-Requirements and human-machine interaction methods for the Industry 4.0. In: IFAC PapersOnLine, 2009, roč. 49, s. 420 – 425. DOI: 10.1016/j.ifacol.2016.10.602.
[6] Park, K. T. – Lee, J. – Kim, H. J. – Noh, S. D.: Digital twin-based cyber physical production system architectural framework for personalized production. In: Int. J. Adv. Manuf. Technol., 2019, roč. 106, s. 1 787 – 1 810. DOI: 10.1007/s00170-019-04653-7.
[7] Zheng, N. – Lu, X.: Comparative Study on Push and Pull Production System Based on Anylogic. In: Proceedings of the International Conference on Electronic Commerce and Business Intelligence, Beijing, China, 6 – 7 june 2009, s. 455 – 458. DOI: 10.1109/ECBI.2009.26.
[8] Bao, J. – Guo, D. – Li, J. – Zhang, J.: The modelling and operations for the digital twin in the context of manufacturing. In: Enterp. Inf. Syst., 2018, roč. 13, s. 534 – 556. DOI: 10.1080/17517575.2018.1526324.
[9] Centomo, S. – Panato, M. – Fummi, F.: Cyber-Physical Systems Integration in a Production Line Simulator. In: Proceedings of the 26th IFIP/IEEE International Conference on Very Large Scale Integration (VLSI-SoC), Verona, Italy, 8 – 10 October 2018, pp. 237 – 242. DOI: 10.1109/VLSI-SoC.2018.8644836.
doc. Ing. Ján Vachálek, PhD.
Ing. Dana Šišmišová, PhD.
prof. Ing. Cyril Belavý, CSc.
Ing. Ivan Fiťka, PhD.
Slovenská technická univerzita v Bratislave, Strojnícka fakulta
jan.vachalek@stuba.sk
dana.sismisova@stuba.sk
cyril.belavy@stuba.sk
ivan.fitka@stuba.sk
Ing. Pavol Vašek, PhD.
Ing. Milan Lokšík, PhD.
SOVA Digital a.s
pavol.vasek@sova.sk
milan.loksik@sova.sk