Kam to smeruje a porovnanie výkonu
Z krátkeho prehľadu uvedeného v predchádzajúcej časti seriálu je zrejmé, že existujú rôzne výrobné systémy, ktoré najlepšie vyhovujú určitej skupine produkt/dopyt. Je zrejmé, že si možno predstaviť nové a rôzne druhy výrobných systémov, takže jasné priradenie ku klasickej kategórii bude čoraz ťažšie. Každý produkčný systém je napriek tomu kombináciou rôznych princípov, ktoré budú so zvyšujúcou sa digitalizáciou tiež vzájomne prepojenejšie a budú ponúkať viac príležitostí.
Produkčné zákony sa však nedajú obísť a výkonnosť bude závisieť od vybraných princípov súvisiacich s výrobou, či už digitalizovaných, alebo nie. Na rozdiel od toho, čo sa často predpokladá, vykazuje TPS vysokú flexibilitu, ale deterministickú, zatiaľ čo produkčný model Priemyslu 4.0 sa snaží implementovať stochastickú flexibilitu, ktorej dôsledkom sú dynamicky sa meniace úzke miesta a ich negatívne dôsledky, ktoré Toyota pomenovala Mura, teda nevyváženosť/nerovnomernosť, ktoré v konečnom dôsledku vedú k Muda, teda odpadu.
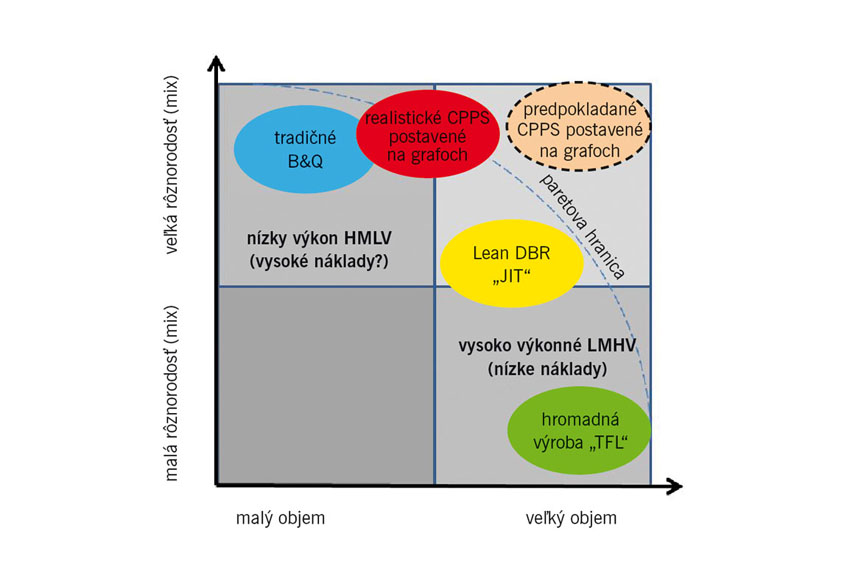
Na obr. 7 sú znázornené štyri hlavné výrobné systémy vo vzťahu k objemu a výrobnému mixu. Je zrejmé, že inteligentný CPPS založený na grafoch v Priemysle 4.0 sa pokúša vytvoriť štvorcový kruh, zatiaľ čo iné špecializované produkčné systémy vyhovujú iba kombináciám s veľkým alebo malým objemom a kombináciám veľkého alebo malého mixu, ktoré sledujú hranicu Pareta.
Z obr. 7 je zrejmé, že realistický CPPS založený na grafoch je blízky produkčnému systému B&Q (dávky a rady) a JIT sa blíži systému TFL. Realistický CPPS nebol umiestnený do pravého horného rohu, pretože doteraz nemožno maximalizovať obidve charakteristiky súčasne.
Na základe tejto úvahy teda môžeme vysloviť nasledujúci postulát.
Postulát nekompatibility (alebo postulát flexibilita – elasticita)
Životaschopný výrobný systém charakterizovaný ekonomicky udržateľnou produkciou a vykazujúci vysokú využiteľnosť prevádzky nemôže mať súčasne vlastnosť maximálnej flexibility (t. j. umožňujúcej nekonečnú variabilitu produktového mixu) a vlastnosť maximálnej pružnosti (t. j. umožňujúcej nekonečnú variabilitu objemu produktov).
Tento postulát vychádza z problému riešeného v časti Niektoré základné výrobné zákony (uvedeného v 1. časti seriálu), že flexibilita znižuje ER, a preto vyžaduje nízku BEP. Toto vyhlásenie treba zatiaľ vnímať ako postulát, pretože ešte nebolo dokázané. Vysoké ekonomické investície dané rozšírenou automatizáciou, ako sú napríklad plne robotizované TFL alebo CPPS na báze umelej inteligencie typu Industry 4.0, implicitne nesú nízku elasticitu kvôli vysokému BEP.
Preto postulát nezlučiteľnosti nevyplýva z technologického obmedzenia, ktoré by sa mohlo v budúcnosti vyriešiť. Postulát nekompatibility je odvodený od flexibility a výslednej odchýlky celkového ER, pri ktorej je objem výroby ohrozený poklesom pod BEP. Ako však už bolo uvedené, digitalizácia môže byť a bude zavedená so všetkými produkčnými systémami. Je dôležité poznamenať, že digitalizácia nezmení výrobný systém, nehovoriac o výrobných zákonoch, zmení však spôsob riadenia výrobného systému.
Ak sa pokúsime vyhodnotiť výkonnosť týchto alternatívnych výrobných systémov podľa kľúčových ukazovateľov výkonnosti PLT, ER, flexibilita a elasticita a pridáme aj náklady na investície, dospejeme k zjednodušenému porovnaniu (tab. 2). Hodnota 5 predstavuje najvyššie skóre; investície sú najlepšie, ak sú menej náročné. Tabuľka ukazuje prevahu systémov založených na prietoku, pokiaľ ide o rýchlosť. Časovo nemenná koncepcia úzkeho miesta je priaznivá pre systémy založené na prietoku, čo vedie k vysokej produktivite. CPPS pripisujeme najvyššiu flexibilitu, pretože je to jeden z cieľov tohto produkčného systému.
Už teraz možno vyrábať rôzne typy výrobkov vo flexibilných, portálovo konfigurovaných robotických bunkách, takzvaných systémoch Robogate, samozrejme iba s deterministicky definovanými variantmi výrobkov, ktoré majú určitý dopyt. Či bude možné realizovať výrobu na požiadanie so stochastickou variabilitou neznámej produktovej zmesi, ako naznačuje akčná skupina 4.0, to treba ešte dokázať. Potvrdiť túto domnienku môže blížiaca sa implementácia projektu SMART FACE spoločnosťou VW. Systému job-shop (bližší opis pozri v 1. časti seriálu, pozn. red.) pripisujeme najvyššiu pružnosť a aj investícia je najnižšia z hľadiska BEP. Opäť platí, že vysoké investície, ako napríklad Priemysel 4.0, vedú k vysokému BEP, čo znižuje pružnosť [12].
| Tradičné B&Q | Hromadná výroba TFL | Lean JIT | CPPS založené na grafoch | |
| Rýchlosť | 1 | 5 | 4 | 3 |
| Výkon | 3 | 5 | 5 | 4 |
| Flexibilita | 4 | 1 | 3 | 5? |
| Elasticita | 5 | 3 | 4 | 2? |
| Celkový výkon | 13 | 14 | 16 | 14 |
| Investície | 4 | 2 | 3 | 1 |
| Celkové skóre | 17 | 16 | 19 | 15 |
Tab. 2 Zjednodušená charakteristika alternatívnych výrobných systémov
Zhrnutie ukazuje, že bude dominovať produkčný systém Lean JIT, ktorý kombinuje výhody flexibility prevádzok job-shop a efektívnosti TFL. Vysoká investícia s vysokým BEP znamená nízku elasticitu, ktorá penalizuje CPPS. Takéto systémy musia byť dobre koncipované. Namiesto pokusu o implementáciu všestranného systému treba počítať s dobre premysleným a obmedzeným optimálnym rozsahom použitia. Možno však konštatovať, že aj ostatné produkčné systémy musia investovať do digitálnych technológií, aby celkové skóre výkonnosti lepšie predstavovalo realitu.
Napriek tomu existujú výrazné rozdiely vo výkonnosti týchto systémov (HVLM nepružného TFL zavedeného v spoločnosti Ford oproti LVHM tradičného B&Q). Najvyšší výkon spomedzi existujúcich produkčných systémov vykazuje prietokový a ťahom ovládaný TPS.
Upozorňujeme, že prekvapivo nízke skóre v grafoch založených CPPS nesúvisí s digitalizáciou, je to kvôli skutočnému cieľu vysokej flexibility, ktorá dosahuje veľkosť šarže 1 a vyžaduje veľmi vysoké investície.
Prečo teda nie všetci manažéri výroby používajú TPS? Úprimne povedané, dôvodom sa javí úplná neznalosť manažmentu z hľadiska výrobných zákonov. Tento nedostatok vedomostí je tiež zjavným zlyhaním univerzít. Dnes už nie je vhodné ignorovať výhody systému štíhlej výroby a toho, čo vlastne štíhlosť je – a ako funguje, treba venovať pozornosť aj zvýšeniu výkonu produkčného systému.
Bohužiaľ, mnoho z manažérov zotrváva v presvedčení, že Lean predstavuje zníženie odpadu.
Inteligentnejšia definícia Leanu sa netýka len toho, že sa jedná o rad nástrojov na znižovanie odpadu, ale že „Lean je výroba JIT založená na Kaizene“ [6]. Táto definícia odráža na jednej strane Demingov praktický aspekt neustáleho zlepšovania prevádzky a na druhej strane teoretický aspekt špecifickej charakteristiky ťahu TPS. Toyota nielenže vyvinula výrobný systém JIT, ale priviedla k dokonalosti aj prístup Kaizen.
Kaizen znamená neustále zdokonaľovať výrobný systém vlastnými prevádzkovými aj riadiacimi pracovníkmi s využitím ich každodenných zvyšujúcich sa znalostí pri vykonávaní svojej práce. Teraz sa vynára otázka, ako umelá inteligencia podporí alebo dokonca nahradí prístup neustáleho zlepšovania. Na zodpovedanie tejto otázky sú nevyhnutní odborníci v oboch oblastiach, Lean Kaizen a umelá inteligencia. Upozorňujeme preto, že produkčný systém typu 4.0 nedefinuje nový produkčný systém, ale bude založený na existujúcich modeloch definovaných ich princípmi, ktoré ďalej rozširujú flexibilitu.
Zvyšujúca sa digitalizácia umožní novým implementáciám dosiahnuť cieľ maximálnej flexibility a znížiť BEP. Výzva nie je primárne technologicko-inžinierskou, ale skôr informaticko-matematickou výzvou hľadať nové plánovacie algoritmy na priblíženie sa k Paretovmu optimu v prípade výkonného všestranného systému. V súčasnosti plánované distribuované riadenie, ktoré sa dá nazvať neurálne dynamické preplánovanie, v súčasnosti umožňuje dosiahnuť iba Pareto-inferiórnu Bellmanovu optimalitu so zníženým výkonom. Implementácia Paretovho optimálneho riešenia založeného na distribuovanej inteligencii však vyžaduje, aby všetky zariadenia obsahovali úplné mapovanie všetkých zariadení. Treba analyzovať, ako možno implementovať celkovú cieľovú funkciu optimalizácie, zatiaľ čo každé zariadenie optimalizuje svoju vlastnú obmedzenú výrobnú stratégiu.
Zhrnutie a výhľad
Ako sme v seriáli videli, spôsob výroby je dôsledkom zámerne vybraných zásad. Výsledné produkčné systémy založené na zákonoch vlastnej výroby budú vykazovať rôzne výkony podľa kombinácie vybraných princípov. Výrobné systémy a ich princípy sa tiež vyberajú na základe charakteristík výrobkov a požiadaviek v konkrétnom priemysle. Nie každý výrobný systém vyhovuje všetkým špecifickým vlastnostiam produktu/dopytu. V porovnaní s klasickým rozlíšením medzi job-shop a flow-hop je oveľa dôležitejšie rozlíšenie medzi vnútorným výrobným systémom a prístupov „tlačenia/ťahania“. Preto možno výrobné systémy zaradiť zhruba do dvoch hlavných tried charakterizovaných ich výrobným princípom:
- systémy založené na princípe plánovaného tlačenia so sofistikovanými systémami riadenými MRP2/ERP;
- systémy založené na princípoch ťahania na základe dopytu, ktoré sú riadené a spúšťané prirodzene.
Aby bolo možné zaviesť účinný a efektívny výrobný systém, treba okrem výrobnej technológie dobre rozumieť produktu a dopytu, t. j. charakteristike objednávky. Preto je know-how o teórii výroby a fungovaní týchto komplexných systémov transformujúcich vstupy do výrobkov základom dobre premyslenej koncepcie vysoko výkonného výrobného systému. Transfer tohto know-how však spočíva v kompetenciách univerzít, ktoré musia túto úlohu prevziať. Zvyšujúci sa podiel digitalizácie vo výrobe povedie v budúcnosti aj k rozšíreniu rozsahu základnej teórie výroby. Treba však začať základnou teóriou, aby bolo možné získať vedecké, karteziánske a štruktúrované pochopenie.
Možnosti, ktoré prináša digitalizácia, a ciele výrobných systémov typu Priemyslu 4.0 vedú k ďalším výskumným témam. Tie zahŕňajú spomínaný postulát flexibility – elasticity, charakteristiku výrobného výkonu a rešpektovanie OTD vo veľmi variabilnom kontexte, nové Paretove optimálne plánovacie algoritmy rešpektujúce OTD, ako aj problematiku vysokých investícií zvyšujúcich BEP a ako TPS alebo všeobecné štíhle výrobné systémy sa môžu vyvinúť do digitálnych štíhlych systémov založených na umelej inteligencii.
Literatúra
[1] Curry, G. L. – Feldman, R. M. 2011. Manufacturing Systems Modeling and Analysis. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-642-16618-1.
[2] Hagen, H. – Rüttimann, B. 2004. The Automotive Market – The New Challenge for the Aluminium Industry. Aluminium, 80, 5.
[3] Hillier, F. S. – Lieberman, G. J. 2001. Introduction to Operations Research. New York: McGraw-Hill.
[4] Hopp, W. – Spearman, M. 2000. Factory Physics. International Edition, New York: McGraw-Hill.
[5] Ielmini, D. – Pedretti, G. – Ambrosi, E. – Bricalli, A. – Wang, W. – Sun, Z. 2019. Solving Matrix Equations in one Step with Cross-Point Resistive Arrays. PNAS, 116, 4123-4128. Dostupné na: https://doi.org/10.1073/pnas.1815682116.
[6] Inspire Academy. 2018. Lean Six Sigma OPEX Curriculum, Inspire AG.
[7] Liker. 2004. The Toyota Way, 14 Management Principles from the World Greatest Manufacturer. New York: McGraw-Hill.
[8] Maynard, H. B. – Stegemerten, G. J. – Schwab, J. L. 1948. Methods-Time Measurement. New York: McGraw-Hill.
[9] Ohno, T. 1988. Toyota Production System – Beyond Large Scale Production. New York: Productivity Press.
[10] Rüttimann, B. G. 2015. Discourse about Linear Programming and Lean Manufacturing: Two Different Approaches with a Similar Converging Rational. JSSM, 8, 85-91. Dostupné na: https://doi.org/10.4236/jssm.2015.81010.
[11] Rüttimann, B. G. 2017. Lean Compendium – Introduction to Modern Manufacturing Theory. Berlin: Springer. Dostupné na: https://doi.org/10.1007/978-3-319-58601-4.
[12] Rüttimann, B. G. – Stöckli, M. T. 2016. Lean and Industry 4.0 – Twins, Partners, or Contenders? A Due Clarification Regarding the Supposed Clash of Two Production Systems. JSSM, 9, 485-900. Dostupné na: https://doi.org/10.4236/jssm.2016.96051.
[13] Tolio, W. – Terkaj, T. – Valente, A. 2009. Design of Flexible Production Systems: Methodologies and Tools. Berlin: Spinger Verlag. Dostupné na: https://doi.org/10.1007/978-3-540-85414-2.
[14] Umsetzungsempfehlungen. 2013. Für das Zukunftsprojekt Industrie 4.0 – Abschlussbericht des Arbeitskreises Industrie 4.0. Dostupné na: http://www.plattform-i40.de.
[15] Womack, J. P. – Jones, D. T. 2003. Lean Thinking. New York: Free Press. Zukunftsbild Industrie 4.0, Internet. Dostupné na: http://www.plattform-i40.de.
Záver seriálu.
Publikované so súhlasom autorov.
Bruno G. Rüttimann
ETH Zürich IWF, Zurich, Švajčiarsko
bruno.ruettimann@inspire.ethz.ch
Martin T. Stöckli
Inspire AG, Zurich, Švajčiarsko
stoeckli@inspire.ethz.ch