


Ciele
Cieľom riadiaceho systému je regulovať premenné veličiny procesov takým spôsobom, aby konkrétne zariadenie, technológia alebo celá prevádzka boli čo najbezpečnejšie a pracovali s najvyššou možnou produktivitou a ziskovosťou v súlade s existujúcimi potrebami trhu, dostupnými vstupnými produktmi a obmedzeniami jednotlivých zariadení – a to všetko automaticky, s minimálnym zásahom človeka. V akomkoľvek technologickom procese existujú dve základné prekážky, ktoré bránia dosiahnutiu týchto cieľov – nestabilita a neefektívnosť. Nestabilita je výsledkom preregulovania ako reakcie na zmeny riadených veličín, čo neskôr spôsobuje opačnú odchýlku s podobnou veľkosťou.
Vyskytuje sa ako cyklovanie v jednej alebo niekoľkých riadených premenných, ktorých amplitúdy môžu, ale nemusia byť konštantné. Cyklus s konštantnou amplitúdou – známy aj ako limitný cyklus – je spôsobený nelineárnym prvkom v riadiacej slučke. Limitné cykly majú tendenciu nebyť sínusoidné a nedajú sa skorigovať vyladením regulátora alebo náhradou – nelineárny prvok (napr. pásmo necitlivosti pri regulačných ventiloch) treba „zdolať“. Ak má slučka lineárny charakter, jej sínusový cyklus môže rásť alebo sa skracovať, ale narastajúci cyklus môže byť obmedzený niektorými fyzikálnymi skutočnosťami, ako je napr. veľkosť zdvihu (dráha) regulačného ventilu. Nestabilita prináša náklady najmä z hľadiska opotrebovávania prvkov zariadení, znižovania výrobnej kapacity a neúčinného využívania zdrojov, ako sú napr. energie.
Neefektívnosť (nízka účinnosť) je neschopnosť udržiavať riadené premenné na požadovanej hodnote pri výskyte zmien okolitých podmienok, skladbe a veľkosti dávkovania a pri porušení rovnováhy zapríčinenom činnosťou iných regulátorov. Najhorším prípadom je úplná strata riadenia; potom nasleduje režim ručného riadenia, ktorý vyžaduje pozornosť operátora. Ďalšími dôvodmi môžu byť zle vyladené regulátory, nevhodné charakteristiky regulačných ventilov a zle nastavené regulačné slučky. Zlá účinnosť riadenia plytvá zdrojmi, obmedzuje kapacity výroby a znehodnocuje hodnotné produkty. Nasledujúce príklady hovoria o zlepšení a úpravách, ktoré šetria peniaze – veľa peňazí.
Prípad 1: Maximalizácia účinnosti elektrárne
Jednou z kľúčových premenných, ktoré v rámci výroby elektrickej energie určujú účinnosť premeny paliva na elektrickú energiu, je teplota prehriatej pary, ktorá vystupuje z kotla a privádza sa na turbogenerátor. Maximálna hodnota teploty nasýtenej pary by nemala prekročiť cca 600 °C, aby sa chránil povrch oceľových rozvodných potrubí – vyššia hodnota by ich totiž mohla oslabovať, avšak nižšia hodnota teploty naopak znižuje účinnosť prevádzky. Zmeny takisto zaťažujú potrubia. Takže v požiadavkách na dodávku prehriatej pary treba minimalizovať všetky zmeny, ktoré ovplyvňujú proces riadenia. Čim menšie zmeny sa pri riadení vyskytnú, tým ľahšie a bližšie možno dostať riadenú veličinu – teplotu k požadovanej hodnote 600 °C.
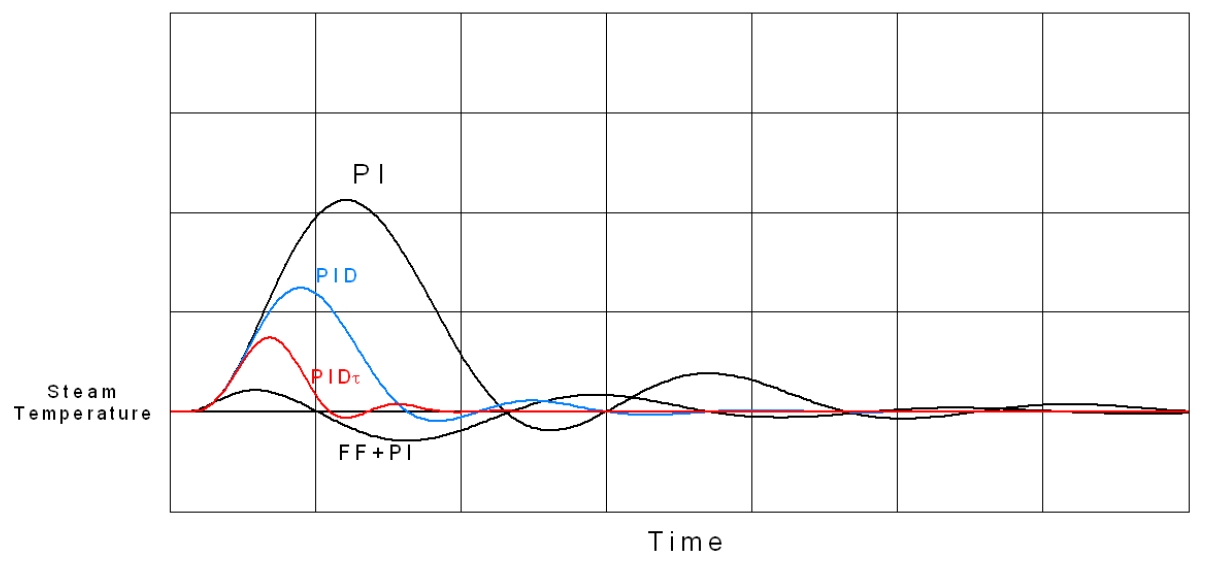
Na obr. 1 je porovnanie optimálneho priebehu reakcie na jednotkový skok pre tri rôzne spätnoväzbové regulátory a systém s dopredným riadením (FF – feedforward), ktoré možne nasadiť pri riadení teploty pary (v tomto prípade sa zvolilo optimalizačné kritérium ako minimum absolútnej integračnej odchýlky IAE). Najmenej účinný je proporcionálno-integračný regulátor (PI), pri ktorom sa dosahuje najvyššia horná odchýlka od žiadanej hodnoty a najdlhší čas ustálenia a tiež najvyššia integračná chyba (oblasť pod krivkou odozvy). Pridaním derivačného člena získavame PID riadenie, ktoré výrazne znižuje preregulovanie aj čas ustálenia.
Proporcionálna zložka PID regulátora sa zníži o 14, integračný čas viac ako o 12 a integračná chyba sa oproti PI regulátoru zníži trojnásobne. Z toho vyplýva výsledok, že väčšina regulátorov teploty prehriatej pary je v tvare PID. Pridaním kompenzácie necitlivosti do PID regulátora dokážeme ešte viac zlepšiť reakciu. Jeho optimálne pásmo proporcionality je trojnásobne nižšie ako pri PI regulátore a integračná odchýlka je nižšia takmer sedemnásobne. To je v podstate typ spätnoväzbového regulátora s najvyšším výkonom. Jeho výkon je však premietnutý aj do jeho ceny, avšak tento regulátor nie je až taký odolný proti zmenám. Slučka sa môže destabilizovať v momente, keď prietok pary poklesne o 21 % alebo vzrastie o niečo viac ako 12 %. Tento systém bol nasadený na kotle s výkonom 500 MW [1].
Aby sme zabezpečili slučky pred nestabilitou, bolo nastavenie regulátora urobené na niekoľkých úrovniach prietoku pary a všetky štyri parametre boli nastavené podľa tohto programu. Posledná krivka na obr. 1 zobrazuje reakciu dynamicky kompenzovaného dopredného riadenia (FF), kde je umelo vyvolaný prietok napájacej vody do pretlakového (Bensonovho) kotla s tlakom 7,58 MPa (2 450 psi) nastavený v pomere k prietoku paliva, pričom tento pomer sa upravuje dopredným regulátorom. Vďaka tomu možno minimalizovať špičkové preregulovanie a znížiť integračnú odchýlku na nulu. Výsledný systém je aj predmetom patentu registrovaného v USA [2].
Prípad 2: Úspora investičných nákladov na zariadenia
V bostonskej čistiarni odpadových vôd Deer Island sa zvyškový plyn z odpadových nádrží stláča a používa ako vstupné palivo do kotlov. Štyri piestové antikorové kompresory s konštantnou rýchlosťou a každý s výkonom cca 150 kW vyrábajú tlak plynu podľa zmeny prietoku. Tlak bol riadený stlačeným plynom a privádzaný späť do nasávacej sekcie; každý z dvojtaktových piestov mal takisto dekompresné ventily a voľný priestor. Tieto zariadenia umožnili meniť kapacitu v piatich rozdielnych krokoch v rozsahu 0 až 100 %. Len čo regulátor tlaku (RT) úplne uzavrel recirkulačný ventil z cieľom zvýšiť prietok, logicky vzrástol aj výkon kompresora. Aby sa udržiavalo vyťaženie celej kapacity kotla, bolo potrebné zapojiť do činnosti dva kompresory. Tretí sa používal ako záloha a štvrtý slúžil na iné účely.
V čase môjho príchodu boli kompresory rozobrané, „pretože ich nebolo možné riadiť“. Každé postupné narastanie výkonu spôsobovalo tlakové špičky, ktoré prehrievali kotly a boli príčinou čierneho dymu a hluku. Krokové zmeny boli od 14 do 34 %, pričom pri tých najväčších sa vyskytovali aj najväčšie problémy. Kompresory boli nahradené odstredivkami s identickým výkonom v hodnote 1,2 mil. USD. Presviedčal som vedenie podniku, aby mi umožnili skúsiť riadiť ich procesy a požadovaný výkon. V prvom rade bola zmenená charakteristika recirkulačných ventilov z rovnopercentnej na lineárnu, pričom na ventily boli osadené digitálne polohovacie členy s cieľom zvýšiť presnosť a rýchlosť polohovania. Následne sa vytvoril program na dopredné riadenie, ktorý nahradil nerovnomerné krokové zmeny ekvivalentným pohybom recirkulačného ventilu.
Program bol nahraný do riadiaceho PLC. Nakoniec sa ešte pridalo oneskorenie v dĺžke 1 sekunda pre pretlakové ventily, čím sa pre regulačné ventily zabezpečil štart hlavy, keď sa požadovala nejaká zmena. Pri vyššom zaťažení sa koordinuje činnosť druhého kompresora s prvým. Po ukončení prác boli kompresory odskúšané v rámci celého rozsahu záťaží v podniku, a to bez vzniku tlakových rázov. Rovnaký systém riadenia bol nasadený aj na zvyšné dva kompresory. Požiadavka na výmenu kompresorov bola potom stiahnutá. Všetky podrobnosti projektu, ako aj popis, čo všetko bolo potrebné vykonať, aby sa dosiahli takéto výsledky, sú uvedené v [3].
Prípad 3: Maximalizácia výťažnosti destilovaných produktov
Destilované produkty predstavujú najhodnotnejšie komodity odchádzajúce z rafinérie alebo chemického podniku a musia spĺňať veľmi prísne technické špecifikácie. Je veľmi náročné riadiť ich kvalitu vzhľadom na zmeny všetkých vstupných premenných, ako aj na zmeny počasia. Typickým príkladom je separácia propylénu z propánu v rámci destilačnej kolóny v alkénovej jednotke. Propylén je totiž podstatne hodnotnejší ako propán, avšak aby splnil všetky technické predpisy, musí obsahovať len veľmi malý počet nečistôt. Jedna alkénová jednotka vyžaduje 200 zásobníkov na dve stozásobníkové kolóny, na ktoré sú napojené linky pary a refluxu.
Prietok pary kolíše každodenne v rozsahu 2,5 %, čo sa nezdá až tak veľa, avšak ak to znásobíme pomerom refluxdestilácia, ktorý nám dáva číslo 16, potom je celkový dosah na kolísanie rovnováhy materiálu 40 %. Počas noci by sa to mohlo znížiť až o 40 %, čo by znamenalo priemernú výťažnosť destilovaného propylénu na úrovni len 80 %. Na riadenie materiálovej rovnováhy destilačnej kolóny sa nasadilo dopredné riadenie s cieľom eliminovať väzbu s teplotnou rovnováhou. Diferenčný tlak v celej hornej kolóne bol riadený tepelným výkonom s cieľom udržať maximálny prietok pary počas noci. Kolóna predstavovala pomalý proces s časovou konštantou okolo 24 hodín, avšak len čo bol produkt vyrobený a mal požadované vlastnosti, taký aj zostával a výťažnosť propylénu vzrástla na 95 %.
Riadiaci systém je opísaný v [3]. V inej rafinérii bol separovaný xylén, a to na predaj ako petrochemická vstupná surovina z ťažších uhľovodíkov, ktoré sa využívajú v benzínových nádržiach. Xylén je pri cene 13 USDbarel hodnotnejší ako benzín. Na kolónu sa aplikovalo dopredné riadenie, aby sa zachovala rovnováha materiálu, avšak ďalší problém sa vyskytol v rámci spätnoväzbovej slučky pri riadení zloženia destilátu. Zosilnenie procesu separácie sa priamo menilo v závislosti od riadenej hodnoty znečistenia. Ak úroveň znečistenia klesla na nulu, aj zosilnenie a kolóna boli veľmi stabilné – ale neziskové. Po tom, ako sa žiadaná hodnota posunula vyššie smerom k hranici – v tomto prípade 3 % –, zosilnenie rástlo proporcionálne a začali sa objavovať cykly. Rozkmitanie (oscilácie) zvyčajne nemá tvar sínusoidy, avšak prináša ostré špičky a ploché „doliny“, ako je to opísané v [5].
To bol pre destilačné kolóny s výrobou xylénu skutočný problém, pretože perióda cyklu bola asi 3 hodiny. Aby sa slučka linearizovala, bol navrhnutý regulátor analyzátora ako regulátor s meraním informačných veličín (gain scheduled), pričom jeho pásmo proporcionality bolo urobené tak, aby sa menilo priamo s meranou hodnotou znečistenia. Cyklus sa potom stal viac sínusovým a regulátor analyzátora mohol byť vyladený tak, aby sa slučka stabilizovala. Po tom, ako sa jeho žiadaná hodnota dostala bližšie k hranici, výťažok xylénu bol v podstate kompletný – nič sa z neho nestratilo. Navyše sa použilo menej energie ako v minulosti, čo v konečnom dôsledku prinieslo úspory v celkovej výške 1 mil. USDrok. V druhej časti seriálu sa budeme venovať ďalším spôsobom, vďaka ktorým dokážu riadiace systémy priniesť podniku ďalšie ekonomické výhody.
Literatúra
[1] Shinskey, F. G.: PID-deadtime Control of Distributed Processes. Control Eng. Practice, 9, 2001, pp. 1 177 – 1 183.
[2] Shinskey, F. G. and J.R. Louis: Once-through Boiler Control System. U.S.Patent 3,417,737, Dec. 24, 1968.
[3] Shinskey, F. G.: Smoothing Out Compressor Control. Chem. Eng., Feb. 1999, pp. 127 – 130.
[4] Shinskey, F. G.: Minimizing Operating Costs for Distillation Columns. Oil&Gas J., July 21, 1969, pp. 79 – 82.
[5] Shinskey, F. G.: Process Control Systems. 4th ed., McGraw-Hill, New York, (1996) p. 361.
Autor článku: F. G. Shinskey, konzultant pre oblasť riadenia procesov, ExperTune, Inc.
Zdroj: Shinskey, F. G.: Control Systems Investment and Return with Examples From Industry, ExperTune, Inc., White Paper, 2010, [online]. Citované 23. 11. 2012.