


Pásová váha
Pásová váha je technické zariadenie, ktoré meria aktuálnu veľkosť toku materiálu prepravovaného na pásovom dopravníku. Na základe toho ďalej zaznamenáva celkové prepravené množstvo materiálu za vybraný časový interval. Na rozdiel od statického váženia je meranie hmotnosti kontinuálny proces. Tok materiálu sa nemusí počas výrobného procesu zastavovať alebo prerušovať. Pásové váhy sú však špecifické tým, že namerané množstvo materiálu na nich neustále pribúda a neporovnáva sa len statická hodnota záťaže oproti nulovej váhe.
Princíp fungovania pásovej váhy
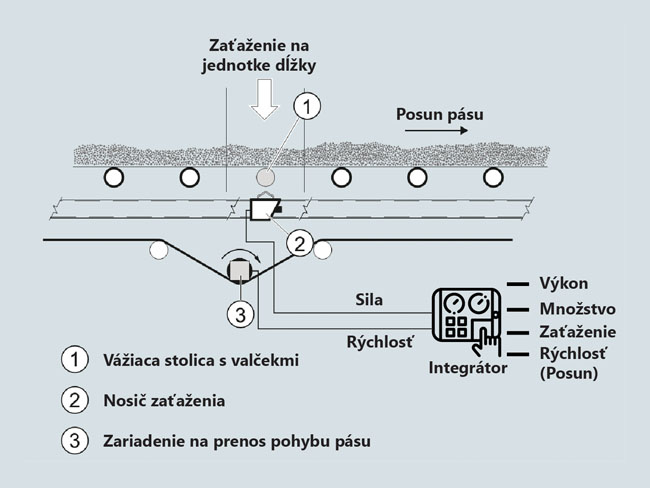
Pásová váha vyžaduje pre svoje fungovanie dve základné informácie – veľkosť zaťaženia na jednotku dĺžky a veľkosť posunu pásu. Záťaž na jednotku dĺžky je daná pôsobením prepravovaného materiálu na jednu alebo viac vážiacich stolíc pásového dopravníka. Veľkosť posunu pásu je daná rýchlosťou, akou sa dopravníkový pás pohybuje. Prejdené množstvo materiálu je teda funkciou záťaže na danej dĺžke pásu a rýchlosti jeho pohybu:

Základné komponenty pásovej váhy
Aby sme vedeli použiť funkciu, ktorú sme definovali v predchádzajúcom odseku, potrebujeme tieto základné komponenty tvoriace pásovú váhu (obr. 57):
1. Nosič zaťaženia prenáša sily vychádzajúce zo zaťaženia pásu materiálom, a to na snímač(e) zaťaženia. Často sa nazývajú aj stolice pásovej váhy.
2. Snímač(e) zaťaženia prevádzajú vyvodenú silu na formu akceptovateľnú vyhodnocovacou elektronikou (integrátorom). Princíp fungovania snímačov a ich druhy sme opísali v predošlých článkoch.
3. Zariadenie na prenos pohybu pásu je v priamom kontakte s pohybujúcimi sa prvkami pásového dopravníka (napr. hnaný bubon, koliesko na meranie rýchlosti pásu, valček na stolici) a umožňuje inštaláciu snímača rýchlosti (posunu) pásu.
4. Snímač posuvu pásu je druh senzora, ktorý prevádza rýchlosť pohybu pásu na formu akceptovateľnú vyhodnocovacou elektronikou (integrátorom).
5. Integrátor je špeciálna súčtová elektronika, ktorá sumarizuje celkové prepravené množstvo materiálu cez pásový dopravník. Väčšina integrátorov indikuje aj veľkosť prepravovaného materiálu za časovú jednotku, t. j. aktuálny výkon.
Presnosť pásových váh
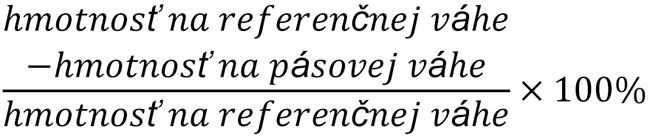
Definícia presnosti pásovej váhy nie je taká jednoznačná ako pri statických váhach. Tie sa odvolávajú na presnosť závaží, ktorými sa kontrolujú. Aj pri pásových váhach sa pri nastavovaní používajú závažia. Výsledky justáže so závažím však nemajú postačujúci význam. Namerané množstvo materiálu pásovou váhou je ovplyvnené nielen samotným zaťažením váhy materiálom, ale aj vlastnosťami pásového dopravníka. Preto je jedinou možnosťou overenia presnosti pásovej váhy odchytenie známeho množstva materiálu, ktorý prešiel cez pásovú váhu, a jeho odváženie na referenčnej statickej váhe za presne definovaných podmienok (aké minimálne množstvo materiálu treba zmerať a aká presná má byť referenčná váha). Podmienky a postupy posúdenia presnosti pásových váh sú uvedené v prílohe č. 6 k vyhláške 210/2000 v znení neskorších predpisov a v odporúčaní OIML R50-1. Presnosť pásovej váhy sa vypočíta podľa nasledujúceho vzťahu:
Požadovaná presnosť merania hmotnosti na pásovom dopravníku pomocou pásovej váhy je nasledujúca:
a) aplikácie súvisiace s fakturáciou tretím stranám – bežne sa vyžaduje presnosť 0,25 %;
b) riadenie procesov – požadovaná presnosť je od 0,25 % do 1 %, podľa konkrétnej aplikácie; záleží na tom, či sa používajú napr. na sledovanie nákladov vo výrobe, výkonu procesov alebo miešanie materiálov;
c) monitorovanie procesov – požadovaná presnosť je od 0,5 % do 3 % podľa konkrétnej aplikácie; časté využitie je na generovanie alarmov, keď nastane potenciálne nebezpečná situácia, napr. príliš veľa materiálu na dopravnej ceste do drviča.
Je dôležité, či pásová váha váži s presnosťou 0,5 % alebo 1 %? Je to zásadný rozdiel, ktorý v ekonomickom vyjadrení vyzerá takto:
Uvažujme prevádzku, kde beží osemhodinová denná zmena päť dní v týždni. Množstvo materiálu na pásovom dopravníku sa meria pomocou pásovej váhy a na základe množstva materiálu sa oceňuje a plánuje ďalšia výroba. V tab. 3 je eurové vyjadrenie straty pri chybe merania 0,25 % pre viaceré uvažované ceny prepravovaného materiálu.
| cena/tona | strata za 1 rok pri chybe 0,25 % a hodinovom výkone 200 t/hod. |
| 10 € | 10 400 € |
| 20 € | 20 800 € |
| 30 € | 31 200 € |
| 40 € | 41 600 € |
| 50 € | 52 000 € |
| 60 € | 62 400 € |
| 70 € | 72 800 € |
| 80 € | 83 200 € |
Tab. 3
Možno považovať pásové váhy za presné?
Podniky, kde už zistili, že aj 0,25 % chyba má výrazný ekonomický dosah, testujú váhy častejšie. Zistenie, že chyba merania je väčšia, než s akou pôvodne počítali a aká bola deklarovaná v technickej dokumentácii, nie je zriedkavé. Prečo je to tak?
Ako bolo spomenuté, pásová váha je súčasťou väčšej dynamickej aplikácie. Bežne sa stáva, že pod presnosť merania sa podpíše hneď niekoľko faktorov naraz. Na určenie a odstránenie týchto problémov je potrebné množstvo skúseností. Aj tá najlepšia pásová váha bude vážiť „nepresne“, ak sa pri jej inštalácii a používaní nebudú dodržiavať správne postupy a údržba a ak sa nebudú eliminovať nežiaduce vplyvy. Medzi najdôležitejšie faktory, ktoré majú zásadný vplyv na presnosť merania na pásovej váhe, patria:
- Správne nastavenie parametrov pásovej váhy – ako kvalitne nastavíme parametre, také spoľahlivé výsledky dostaneme. Inými slovami treba vedieť, že na meranie množstva prejdeného materiálu vplýva množstvo vstupných premenných (uhol dopravníka, vzdialenosť vážiacich stolíc, dĺžka pásu a pod.). Ak je jedna z nich zadaná nepresne, povedzme o 5 %, chyba merania takisto narastie o 5 %.
- Správne zarovnanie valčekov – ak sú valčeky na vážiacej stolici a na najbližších stoliciach nezarovnané, sú príliš nízko alebo príliš vysoko. Napr. zmena zarovnania výšky valčekov už o 3 mm môže spôsobiť nepresnosť váhy až 10 %.
- Správne napnutie pásu – druhý najčastejší mechanický problém je príliš silné alebo príliš slabé napnutie pásu. Dokonca ak je aj napnutie správne, počas prevádzky sa môže meniť (pre teplotu, nefunkčné napínanie pásu a pod.).
- Správne umiestnenie pásovej váhy na pásovom dopravníku – ďalší z významných faktorov ovplyvňujúcich presnosť váženia. Napríklad umiestnenie príliš blízko výpustu materiálu na dopravný pás, na miesto so zvýšenými vibráciami, príliš blízko bodu zlomu pri konvexných, resp. konkávnych dopravníkoch a pod.
- Správna rýchlosť pásového dopravníka – príliš rýchly pohyb pásu spôsobuje, že na váhe nie je dostatočné množstvo materiálu, alebo sa materiál pri prechode valčekmi odráža a nadskakuje.
- Pravidelné justáže a vhodné justážne postupy – aj keď bolo úvodné nastavenie perfektné, dynamika dopravníka sa môže výrazne zmeniť. Aby sa dosiahla určitá presnosť, je nutná pravidelná justáž celého systému. Dôležitý je aj správny postup justáže, pričom prvou voľbou má byť vždy materiálová skúška.
- Dodržiavanie údržby predpísanej výrobcom – hromadenie materiálu na konštrukcii váhy, nedostatočná frekvencia kontroly nuly pásu, celkový zlý stav pásového dopravníka, to všetko je kritické pre dosiahnutie očakávanej presnosti pásovej váhy.
Význam pásových váh v procese
Ako môžeme vidieť, pásové váhy sú zložité zariadenia. Ich fungovanie ovplyvňuje množstvo externých faktorov. Majú však nenahraditeľné zastúpenie pri riešení kontinuálneho váženia toku materiálu. Nie je vôbec jednoduché vybrať si správne pásové váhy, správne ich nainštalovať, používať a správne sa o ne starať. Preto by mal každý používateľ pásovej váhy klásť veľký dôraz na výber dodávateľa s dostatkom skúseností a ochotou dodať nielen produkt, ale v tomto prípade aj taký dôležitý zákaznícky servis a technickú podporu.
Ing. Adrián Trančík, Inspect spol. s r.o.
adrian.trancik@inspect.sk
Katarína Surmíková Tatranská MBA, Libra spol. s r.o.
ktatranska@libra-vahy.sk










